Испытание тонколистовой стали
Тонколистовая сталь вместе с фольгой представляет собой последнюю ступень производственной цепи плоского проката. Тонколистовая сталь обладает толщиной от 0,35 до 3,0 мм; фольга - менее 60 µм. Так называемая жесть покрывает зону перехода толщины. Сферы применения плоского проката крайне разнообразны и поэтому широко распространены во всех отраслях промышленности, соответственно и спектр испытаний тонколистовой стали должен быть широким.
Испытания на растяжение Определение твердости Испытания на деформацию Испытание на быстрый разрыв Автоматизация Брошюра «Металлы»
Испытания тонколистовой стали на растяжение с определением значений r и n
Зачастую от тонколистовой стали требуется хорошая деформируемость при высокой прочности. Для определения характеристик материалов в процессе испытания на растяжение чаще всего привлекается международный стандарт ISO 6892-1, а также американский ASTM E8.
Для определения свойств деформируемости в процессе испытания на растяжение рассчитываются значения r и n; значение n обозначает упрочнение – рост напряжения – во время пластической деформации вплоть до зоны равномерной деформации, значение r обозначает вертикальную анизотропию. Значение n рассчитывается из данных напряжения растяжения и значений деформации, для расчета значения r в процессе испытания дополнительно измеряется поперечная деформация растягиваемого образца. Значение r определяется по международному стандарту ISO 10113, а также по американскому ASTM E517; значение n - по ISO 10275 и ASTM E646.
Образцы извлекаются из стальных листов таким образом, чтобы они располагались под определенным углом к направлению прокатки, т.к. значение r в том числе зависит от направления прокатки. Рабочая длина изготавливается посредством фрезерования или вырубки вместе с чистовой обработкой; из фольги вырезаются полоски, в некоторых случаях образцы также вырубаются; форма образцов выбирается согласно вышеуказанным стандартам.
Решения для испытаний тонких стальных листов на растяжение
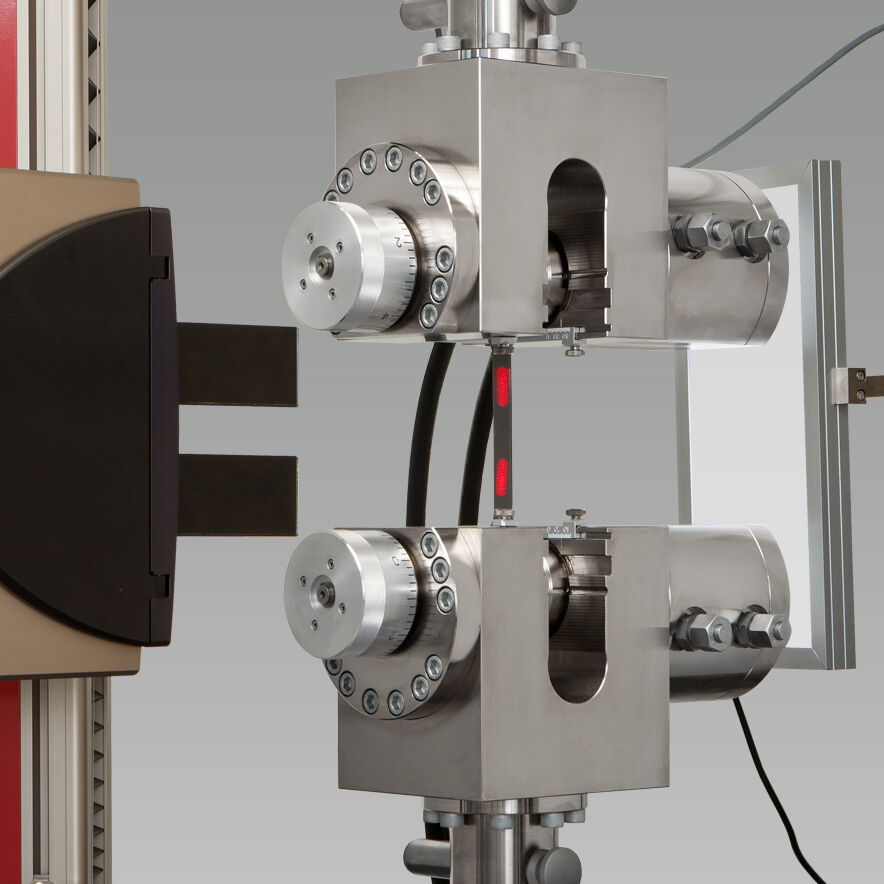
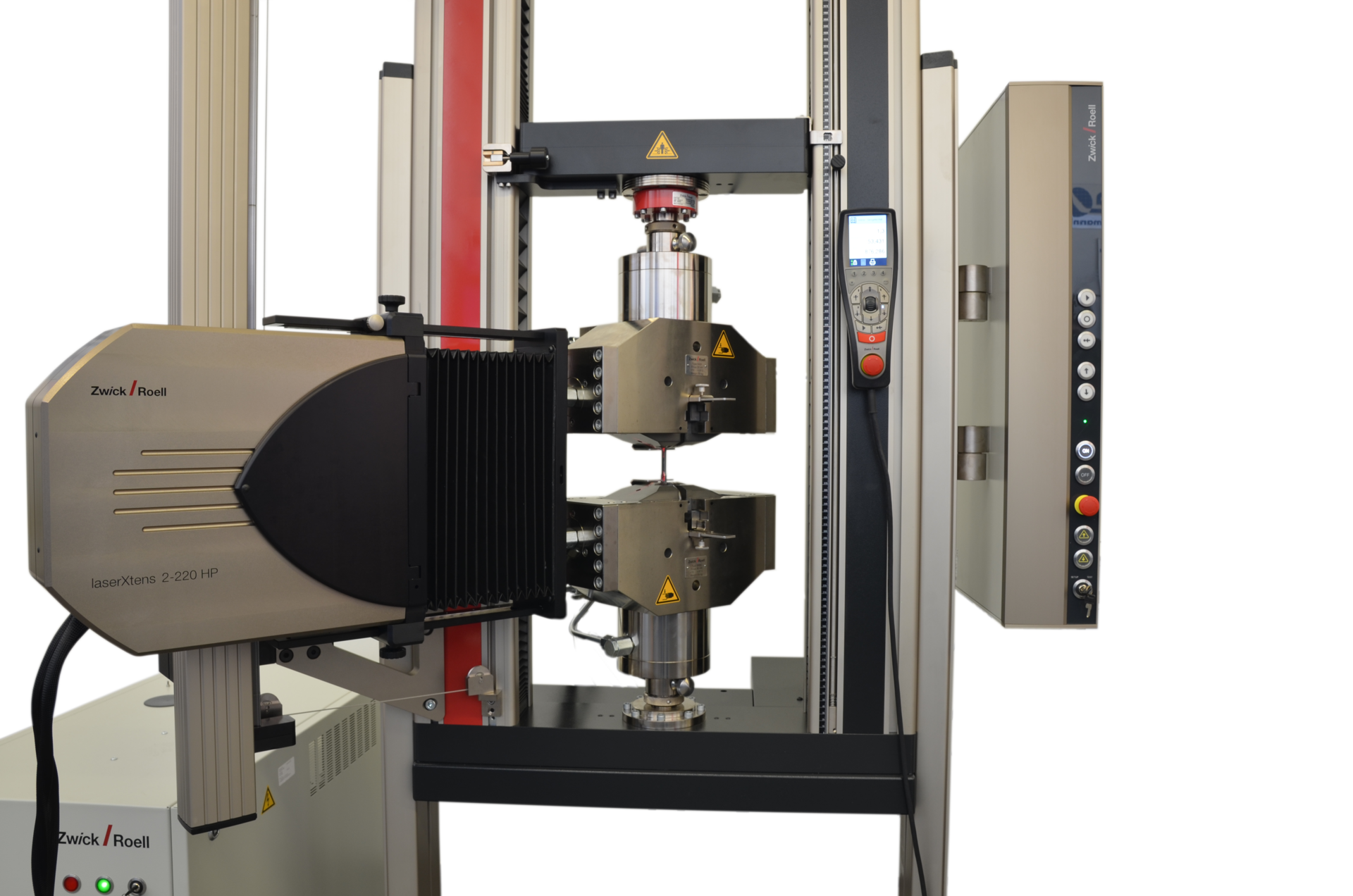
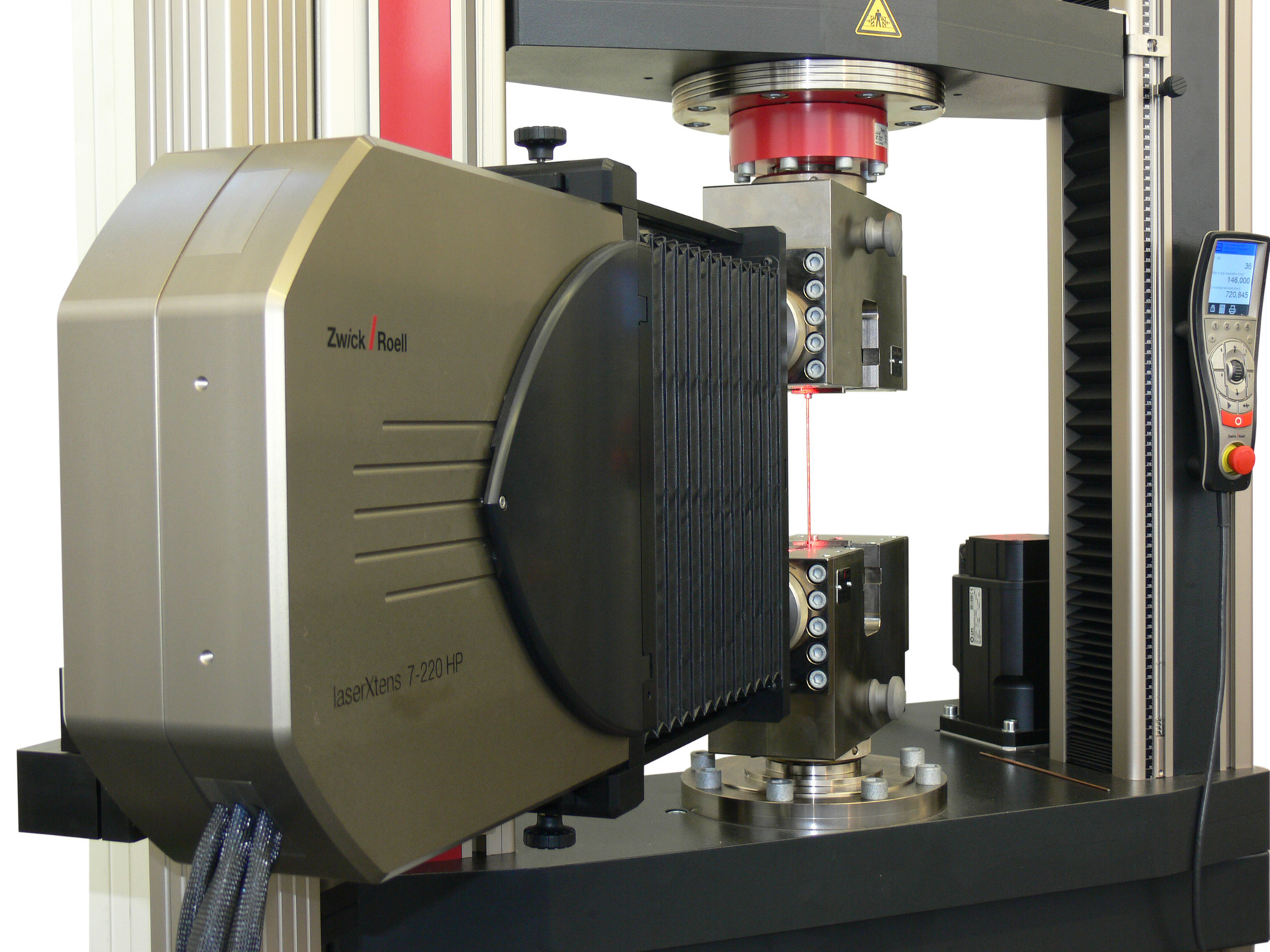
Для изготовления образцов фирма ZwickRoell предлагает различные машины и приборы, в соответствии с толщиной стальных листов. Для определения характеристик в процессе испытания на растяжение фирма ZwickRoell предлагает широкий спектр статических испытательных машин. Фирма ZwickRoell располагает обширной палитрой экстензометров, из которых можно составлять оптимальные комбинации в соответствии с пожеланиями заказчика или рамочными условиями: например, лазер для формоустойчивой листовой стали.



Слишком много образцов?
Проведите автоматизацию сейчас!
К автоматизированным испытательным системам Связаться сейчас









Определение твердости тонколистовой стали
Испытания на твердость тонколистовой стали (в т.ч. с покрытием) проводятся для определения твердости поверхности листа и покрытия. В данном случае определение твердости преимущественно предназначено для контроля качества процессов прокатки и нанесения покрытия. Т.к. толщина покрытия составляет, как правило, от нескольких микрометров до пары десятков микрометров, здесь используются методы определения твердости с малой глубиной отпечатка.
Малой глубины вдавливания можно достичь при малом усилии испытания с классическими методами определения твердости по Виккерсу (DIN EN ISO 6507-1), Роквеллу (DIN EN ISO 6508-1), в особенности со шкалами Superficial, а также по Бринеллю (DIN EN ISO 6506-1). Для тонких покрытий усиленно используется метод определения твердости по Мартенсу. Этот метод на основе прецизионного измерения кривой усилия/глубины вдавливания также называют инструментированным испытанием на вдавливание; на международном уровне сокращают до аббревиатуры "IIT". Глубина отпечатка не должна превышать 10 % доступной толщины листа или покрытия, в противном случае больше нельзя будет пренебрегать влиянием опоры или субстрата. Преимуществом инструментированного испытания на вдавливание является возможность высокоточного измерения даже малых отпечатков (с малой глубиной), что позволяет получать надежные и повторяемые значения твердости.
Тонкие стальные листы зачастую разрезают по спецификации заказчика и сваривают с листами другого качества (tailored blanks): например, роликовой электросваркой (DIN EN ISO 4063). Качество сварных швов также контролируется с помощью методик определения твердости. Здесь используются, как правило, методы определения микротвердости по Виккерсу и Кнупу, а также по Мартенсу (DIN EN ISO 6507-1, DIN EN ISO 4545-1, DIN EN ISO 14577-1) на поперечных шлифах или на поверхности сварного шва и его окружения. С помощью приборов, работающих по этим методикам, можно очень точно регламентировать позиции для простых или многократных испытаний.


")




Испытания тонколистовой стали на деформацию
Хорошие свойства деформируемости тонколистового проката очень востребованы. Описание типовых процессов деформации (например, глубокая вытяжка и обтяжка) приведено в нормативных методиках испытаний. Специалисты фирмы ZwickRoell определяют требуемые характеристики с помощью машин для испытаний на глубокую вытяжку типа BUP; предлагаются испытательные машины с усилием вытяжки до 1000 кН.
Важным, но затратным методом является определение кривой пограничной деформации, из которой конструктора рассчитывают пограничные значения деформации, которые не должны превышаться в формообразующих процессах. Для поиска решений относительно необходимой оптической измерительной техники для регистрации деформации в течение процесса вытяжки специалисты фирмы ZwickRoell сотрудничают с квалифицированными партнерами.



Испытания «Draw Bead» тонколистовой стали по VDA 230/201
Целью этого испытания является определение коэффициента трения между стальным листом и инструментом для глубокой вытяжки, чтобы затем регламентировать идеальное смазочное средство для данного типа деформации. Это позволяет предотвращать образование трещин и складок, обеспечивая оптимальный процесс глубокой вытяжки. Приспособление "Draw-Bead" можно просто установить в стандартную испытательную машину.
Для испытания стальная полоска с типовыми размерами (300 мм x 30 мм x 2 мм) симметрично зажимается в верхнем захвате, затем приспособление "Draw-Bead" закрывается. После этого стальная полоска протягивается через приспособление "Draw-Bead". Этот процесс можно автоматически повторять. Количество повторов можно настраивать. Получение надежных и воспроизводимых результатов гарантирует регулируемое цифровым способом усилие прижима приспособления "Draw-Bead". Штампы приспособления можно быстро менять, чтобы работать с различными спецификациями испытаний.


Испытания тонколистовой стали на быстрый разрыв
Поведение материала при высокой скорости деформации является решающим фактором для автомобильной промышленности. При аварии деформация материала может происходить с высокой скоростью, которую необходимо обязательно учитывать при определении технических параметров автомобилей. Требуемые характеристики определяют на фирме ZwickRoell в процессе испытаний на быстрый разрыв на высокоскоростных испытательных машинах серии HTM. Эти сервогидравлические испытательные машины достигают скорости испытания до 20 м/с при усилии до 160 кН.


