Дефиниция глубины азотирования
- Азотирование (как и цементация) относится к термохимическим способам диффузионной обработки. В отличие от цементации, при азотировании поверхностный слой обогащается не углеродом, а азотом.
- Заготовки из черных металлов после азотирования обладают улучшенными износостойкими, прочностными и антикоррозионными свойствами. Повышение содержания азота также обуславливает увеличение твердости.
- Азотирование проводится преимущественно в температурном диапазоне от 500 до 550°C. Исходная структура остается неизменной, пока она термически стабильна. Затем дозатор азота подводится к поверхности заготовки и абсорбируется. Возникает высвобождение атомов азота на поверхности изделия. Атомы азота поглощаются и проникают дальше внутрь заготовки. Возникает азотированный слой.
Определение глубины азотирования по DIN 50190-3
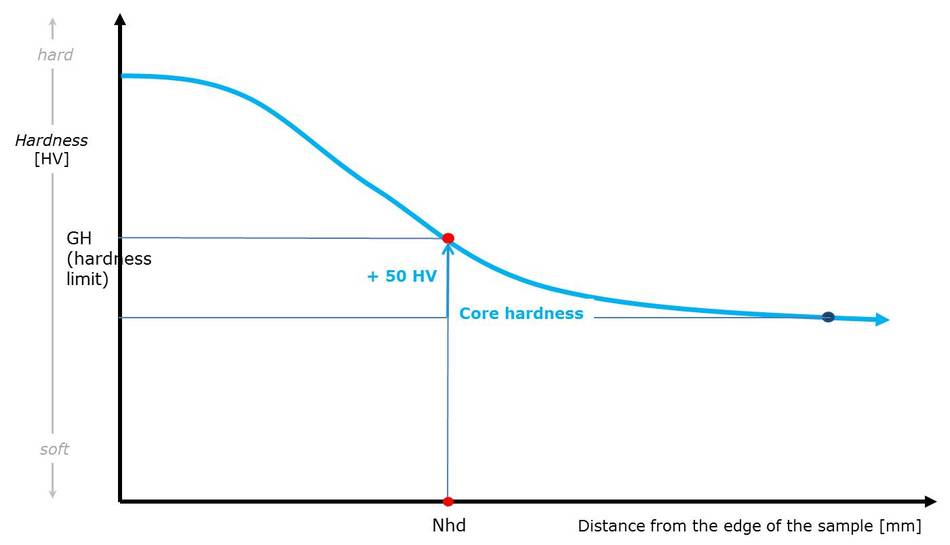
- Описание определения глубины азотирования приводится в стандарте DIN 50190-3. Ее определяют по кривой твердости, она превышает твердость сердцевины при предельной твердости 50 HV, см. график (Nht).
- Поверхность образца, на которой проводится измерение, должна быть чисто обработана.
- Сначала необходимо определить твердость сердцевины. Ее определяют минимум по трем отпечаткам. Из этого получают предельную твердость. Затем наносятся отпечатки от кромки до центра заготовки через точно регламентированные расстояния. Используется метод испытания определение твердости по Виккерсу в диапазоне малых нагрузок.
- Из кривой, отображающей твердость в зависимости от расстояния от поверхности, получают глубину азотирования путем измерения расстояния от поверхности до рассчитанной предельной твердости.