Nitrürleme yüzey derinliğinin tanımı
- Yüzey sertleştirme gibi, nitrürleme de termokimyasal difüzyon işlemlerinden biridir. Yüzey sertleştirmenin aksine, nitrürleme sırasında yüzey tabakası karbonla değil nitrojenle zenginleştirilir.
- Demirli malzemelerden yapılan iş parçaları, nitrürlemeden sonra daha iyi aşınma, dayanıklılık ve korozyon özellikleri gösterir. Azot içeriğinin artması da sertliğin artmasına neden olur.
- Genellikle nitrürleme tercihen 500 ila 550°C sıcaklık aralığında gerçekleştirilir. Orijinal yapı, termal olarak kararlı olduğu sürece değişmeden kalır. Nitrojen donörü daha sonra iş parçası yüzeyine taşınır ve emilir. Nitrojen atomları bileşenin yüzeyinde salınır. Nitrojen atomları emilir ve iş parçasının içine daha da yayılır. Nitrürlenmiş tabaka oluşur.
Nitrürleme sertlik derinliğinin DIN 50190-3'e göre belirlenmesi
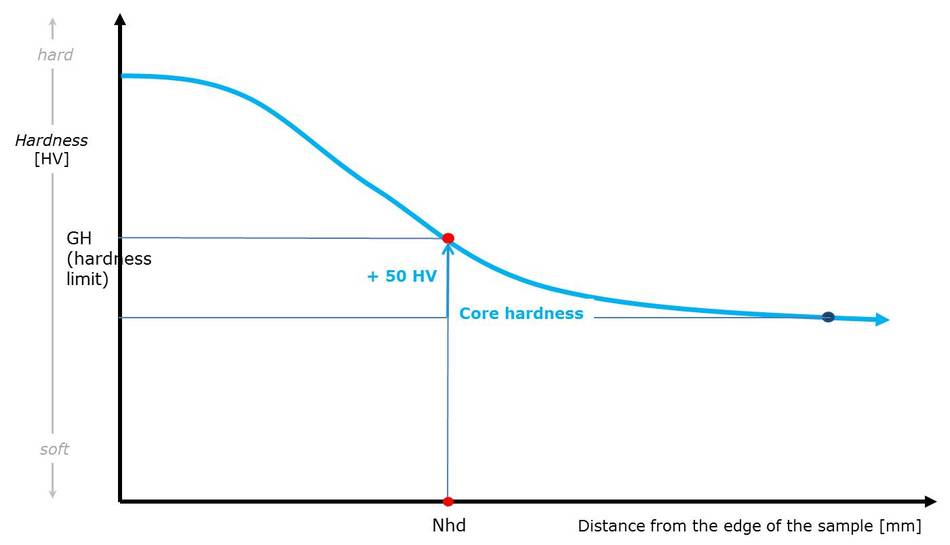
- Nitrürleme sertlik derinliğinin belirlenmesi DIN 50190-3 standardında açıklanmıştır. Bu, sertlik eğrisinden belirlenir ve 50 HV'lik bir sınır sertlikte çekirdek sertliğinin üzerindedir, bkz. grafik (Nht).
- Numunenin ölçümün yapıldığı yüzeyi hassas bir şekilde işlenmelidir.
- İlk olarak, çekirdek sertliği belirlenmelidir. Bu, en az üç sertlik testi izleniminden belirlenir. Bu limit sertliğini verir. Sertlik girintileri daha sonra kesin olarak tanımlanmış mesafelerde iş parçasının kenarından iç kısmına uygulanır. Kullanılacak test yöntemi, düşük yük aralığındaki Vickers sertlik testidir.
- Nitrürleme derinliği, yüzeyden hesaplanan limit sertliğe olan mesafe ölçülerek, yüzeyden uzaklığa göre sertliği temsil eden eğriden elde edilir.