ISO 37 / DIN 53504, Natezni preskus gume in elastomerov
ISO 37 in DIN 53504 opisujeta metode za določanje mehanskih lastnosti vulkanizirane ali termoplastične gume. Zasnovani so za določanje natezne napetosti, natezne trdnosti in deformacije pri pretrgu ter vrednosti Youngovega modula, ki so opredeljene kot natezna napetost pri določenih raztezkih ali obratno. To omogoča tudi določanje deformacije popuščanja in napetosti popuščanja, na primer za termoplastične elastomere. Vse vrednosti so določene v nateznem preskusu pri konstantni hitrosti odtrganja.
Druga standardizirana metoda za določanje nateznih lastnosti vulkanizirane duroplastične gume in termoplastičnih elastomerov je opisana v standardu ASTM D412.
Naslednja vsebina pojasnjuje ključne vidike. Za preskušanje v skladu s standardi ISO 37 in DIN 53504 pa je nujno kupiti celoten standard.
Cilji in uporaba Vzorci Izvajanje preskusa Videoposnetek Značilne vrednosti Preskusni sistem Avtomatizacija Pogosta vprašanja Zahtevajte posvet


ISO 37 / DIN 53504 Namen in uporaba
Uporaba standarda ISO 37 / DIN 53504 zagotavlja, da se lahko preskusi izvajajo ponovljivo in obnovljivo, ne glede na preskusni laboratorij. Določa zahteve glede oblike vzorca, hitrosti preskusa, kondicioniranja in vrednotenja.
Standardi in preskusi se uporabljajo vzdolž celotne vrednostne verige gumarske industrije. To se začne pri proizvajalcih surovin in raziskovalnih ustanovah, razvoju in proizvodnji spojin ter se odvija tudi v predelovalni industriji, ki proizvaja izdelke, kot so pnevmatike, amortizerji, tesnila, jermeni, tekoči trakovi, pa tudi gumijaste rokavice, kondomi ali drugi izdelki iz gume.


Veselca po ISO 37/DIN 53504
Za natezni preskus gume standarda ISO 37 in DIN 53504 določata pet vrst veselc in dve dovoljeni vrsti preskusnih vzorcev za obroče. Posamezni vzorci se med standardi le malo razlikujejo.
| Vrsta | I (min) mm | Is mm | bk mm | b mm | a mm | L0 mm | r1 mm | r2 mm | |
|---|---|---|---|---|---|---|---|---|---|
| ISO 37 | 1 | 115 | 33±2 | 25±1 | 6,2±0,2 | 2±0,2 | 25±0,5 | 25±2 | 14±1 |
| 1 A | 100 | 21±1 | 25±1 | 5±0,1 | 2±0,2 | 20±0,5 | 25±2 | 11±1 | |
| 2 | 75 | 25±1 | 12,5±1 | 4±0,1 | 2±0,2 | 20±0,5 | 12,5±1 | 8±0,5 | |
| 3 | 50 | 16±1 | 8,5±0,5 | 4±0,1 | 2±0,2 | 10±0,5 | 10±0,5 | 7,5±0,5 | |
| 4 | 35 | 12±0,5 | 6±0,5 | 2±0,1 | 1±0,1 | 10±0,5 | 3±0,1 | 3±0,1 | |
| DIN 53504 | S1 | 115 | 33 | 25 | 6 | 2±0,2 | 25 | 25 | 14 |
| S1A | 100 | 25 | 25 | 5 | 2±0,2 | 25 | 20 | 11 | |
| S2* | 75 | 25 | 12,5 | 4 | 2±0,2 | 20 | 12,5 | 8 | |
| S3 | 35 | 12 | 6 | 2 | 1±0,1 | 10 | 3 | 3 | |
| S3A | 50 | 16 | 8,5 | 4 | 2±0,2 | 10 | 10 | 7,5 |
*Opomba k DIN 53504: Po možnosti uporabite veselca S2

Vzorci obročev po ISO 37 / DIN 53504
| Zunanji premer d3 | Notranji premer d4 | Širina b | Debelina a | ||
|---|---|---|---|---|---|
| ISO 37* | A | 52,6 | 44,6±0,2 | 4±0,2 | 4±0,2 |
| B | 10 | 8±0,1 | 1±0,1 | 1±0,1 | |
| DIN 53504 | R1 | 52,6 | 44,6 | 4,0 | 4±0,2 ali 6,3±0,3 |
| R2 | 44,6 | 36,6 | 4,0 | 4±0,2 ali 6,3±0,3 |
* Po možnosti se uporablja vzorec obroča tipa A. Tip B se uporablja, če ni na voljo dovolj materiala za večji vzorec tipa A.

Priprava vzorca
- Vzorce je treba izdelati in izmeriti po DIN ISO 23529
- Veselca in vzorci obročev se običajno lahko izdelajo s pomočjo rezalne stiskalnice z ustreznim rezalnim rezilom za posamezni vzorec.
ZwickRoell ima dve ročni rezalni stiskalnici za izdelavo vzorcev obročev in veselc, ki ustrezajo standardom.


Izvedba preskusa po standardu ISO 37 / DIN 53504
Preskusi na veselcih:
- ISO 37: Pred preskusom se debelina vzorca izmeri na sredini in na koncih vzporednega območja, prečni prerez pa se izračuna iz srednje vrednosti treh meritev. Ko je meritev sile v prosto visečem stanju ničelna, se veselce vstavi v čeljusti preskusnega stroja vzdolž osi stroja tako, da se napetost enakomerno porazdeli po prečnem prerezu. Za začetek preskusa v določenem stanju deformacije je priporočljivo uporabiti majhno prednapetost 0,1 MPa in nastaviti ekstenziometer v tem stanju.
- DIN 53504: Pred nateznim preskusom se debelina veselc izmeri na vsaj treh točkah pri sobni temperaturi, po možnosti na koncih vzporednega območja in na sredini. Začetni prečni prerez se izračuna iz srednje debeline in dimenzije izreza širine vzorca rezalne stiskalnice. Veselce je vpeto v čeljusti tako, da njegova vzdolžna os sovpada z mehansko osjo naprave za natezno preskušanje in da je vzorec enakomerno pritrjen brez zdrsa. Prednapetost približno <0,1 MPa s hitrostjo podajanja <50 mm/min se zažene in stroj se ustavi. Ekstenziometer se pritrdi in stroj se zažene s preskusno hitrostjo, določeno v standardu. Sila in sprememba dolžine se zabeležita in prikažeta kot krivulja napetosti in deformacije. Za merjenje deformacije je prednosten brezkontaktni optični merilni sistem.</li>
Preskusne hitrosti:
| ISO 37 | DIN 53504 | |
|---|---|---|
| Tip 1 / S1 | 500 mm/min | 500 mm/min |
| Tip 1A / S1A | 500 mm/min | 500 mm/min |
| Tip 2 / S2 | 500 mm/min | 200 mm/min (po dogovoru je možno 500 ± 50 mm/min) |
| Tip 3 / S3 | 200 mm/min | 200 mm/min |
| Tip 4 / S3A | 200 mm/min | 200 mm/min |

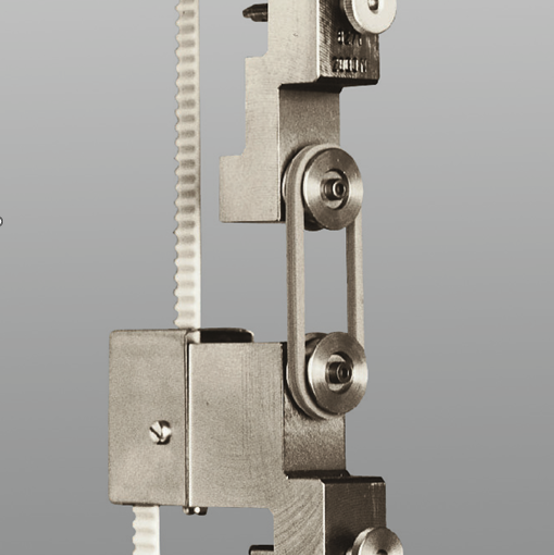
Preskus z vzorcem obroča:
- ISO 37: Pred preskušanjem po standardu ISO 37 se radialna širina in osna debelina izmerita na šestih približno enakomerno razporejenih točkah okoli obroča. Mediana vrednosti vsake serije meritev se uporabi za izračun površine prečnega prereza. Pred začetkom preskusa se veriga za merjenje sile v neobremenjenem stanju nastavi na ničlo, razdalja med valji pa se nastavi na dimenzijo, določeno v standardu. Vzorec se namesti na valje in stroj se zažene z določeno preskusno hitrostjo. Medtem ko se preskus izvaja s preskusno hitrostjo, določeno v standardu, je pomembno, da se valji vrtijo, da se prepreči oviranje deformacije zaradi trenja med vzorcem in valjem.
- DIN 53504: Pred nateznim preskusom se debelina vzorca izmeri na vsaj treh točkah pri sobni temperaturi. Med nateznim preskusom na vzorcih obročev se sprememba središčne razdalje valjev uporabi kot prečni premik preskusne naprave (glej spodnjo tabelo) za merjenje deformacije.
Določena razdalja med valji:
| Valji za | ISO 37 | DIN 53504 |
|---|---|---|
| Tip A (standard) | 30 +0,2 / 0 mm | |
| Tip A (alternativa) | 35 +0,2 / 0 mm | |
| Tip B (standardni) | 5,5 +0,2 / 0 mm | |
| R1 | 35 mm | |
| R2 | 28,7 mm |


Označevanje karakterističnih vrednosti po ISO 37
Preskusi z veselci ali obročastimi vzorci:
- TS = natezna trdnost
- TSb = trgalna trdnost
- Eb = deformacija pri porušitvi
- Es = deformacija pri predizbiri sile (1 MPa)
- Se = sila pri predizbiri poti x 1 % (50 %)

Označevanje karakterističnih vrednosti po DIN 53504
Preskusi z veselci ali obročastimi vzorci:
- σmax = natezna trdnost
- σR = trgalna trdnost
- εR = deformacija pri porušitvi
- σ50 = sila pri predizbiri poti x1%
- σ100 = sila pri predizbiri poti x2%
Dodatni rezultati:
- σ200 = sila pri predizbiri poti x3%
- σ300 = sila pri predizbiri poti x5%
- σ500 = sila pri predizbiri poti x10%

Preskusni sistemi po ISO 37 / DIN 53504
Zahteva preskusa po ISO 37 / DIN 53504 je raztezek vzorca. Z naraščajočo dolžino vzorca mora biti razdalja premika prečke dovolj dolga – in zato mora biti okvir dovolj visok – da se prilagodi raztezku vzorca do točke preloma. ZwickRoell za to ponuja pravi univerzalni preskusni stroj:
- zwickiLine – prostorsko varčna rešitev za majhne preskusne obremenitve do 5 kN in s preskusnim območjem do 1365 mm
- ProLine - za standardne preskuse in preproste aplikacije s preskusno površino od 1050 mm do 1450 mm
- AllroundLine - prilagodljiv in vsestranski s preksusno površino od 1030 mm do 2560 mm



Čeljusti za preskuse po ISO 37 / DIN 53504
Izbira ustreznih čeljusti upošteva tako pričakovano število preskusov na dan ali teden kot tudi debelino in lastnosti materiala vzorca. ZwickRoell za ta namen ponuja različne vrste čeljusti, od ročnih mehanskih do udobnih pnevmatsko krmiljenih sistemov, vsak z ustreznimi čeljustnimi vložki.
- Pnevmatske čeljusti: Prijemalno silo ustvarjajo pnevmatski aktuatorji in jo je mogoče upravljati z ročnim ali nožnim upravljalnikom. Sila prijema, neodvisna od natezne sile, zagotavlja konstantno hitrost preskusa skozi celotno zaporedje preskusov.
- Kleščne čeljusti: dvojno aktuatorske čeljusti. S povečevanjem natezne sile se oprijemna sila sorazmerno poveča s kleščnim načelom. To zagotavlja samodejno privijanje vzorcev, nagnjenih h krčenju.
- Za okrogle vzorce je potrebno orodje, ki ga sestavljata dva vrtljiva valja.
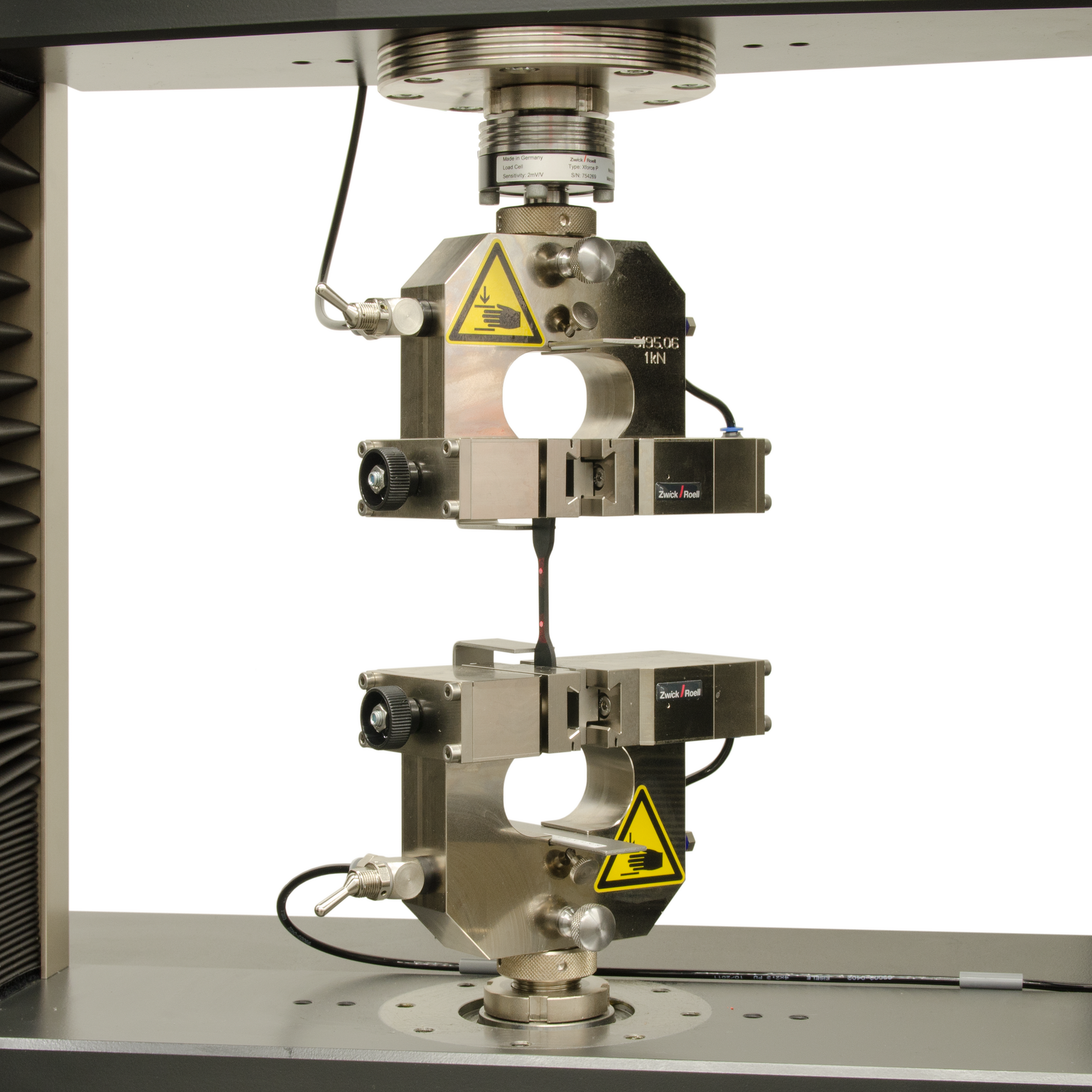

Ekstenziometer za preskuse po ISO 37 / DIN 53504
Pri preskusu veselc po ISO 37 / DIN 53504 se ne razteza le srednji del preskusnega vzorca, temveč tudi rama. Standardi zato zahtevajo določeno merilno natančnost ekstenziometra. Te zahteve je mogoče izpolniti bodisi z ekstenziometrom s tipali merilnim usmernikom na vzorcu bodisi z optičnimi/brezkontaktnimi ekstenziometri. ZwickRoell ponuja ustrezne ekstenziometre z visoko natančnostjo merjenja – od stroškovno učinkovitih ročnih ekstenziometrov do popolnoma avtomatskih sistemov, popolnoma brez vpliva operaterja in z maksimalno obnovljivostjo rezultatov preskusov.





Imate kakršna koli vprašanja o vaših preskusnih zahtevah ali izzivih, povezanih s standardom ISO 37 / 53504? Obrnite se na naše strokovnjake.
Z veseljem vam bodo posredovali potrebne informacije!
Kontaktirajte nas

Avtomatizirani natezni preskusi po ISO 37 / DIN 53504
Natezni preskusi gume in elastomerov po standardu ISO 37 / DIN 53504 so lahko tudi avtomatizirani, kar pomeni, da se lahko izvajajo s popolnoma avtomatskim podajanjem vzorcev. Avtomatiziran sistem za preskušanje se uporablja predvsem takrat, ko je treba preskusiti veliko vzorcev ali ko je treba odpraviti vplive operaterja. Temperatura ali vlaga roke ter nenatančen ali kotni položaj vzorca v čeljustih lahko vplivajo na rezultate preskusa.
- Kompaktni robotski preskusni sistem roboTest L lahko avtonomno preskusi do 350 vzorcev. V sistem integrirana naprava za merjenje debeline natančno in dosledno meri debelino vzorca. Prijemalo vzorca namesti vzorec v preskusni stroj in natezni preskus v skladu z ISO 37 / DIN 53504 se zažene samodejno. Po preskusu ločene čeljusti za odstranjevanje odstranijo ostanke vzorca iz čeljusti.
- Robotski preskusni sistem roboTest R je bolj kompleksen in omogoča priključitev dodatnih naprav, kot so postaja za označevanje vzorcev, postaja za centriranje ali temperaturna komora za natančno temperiranje vzorca.
- Da bi se izognili vplivom operaterja tudi pri majhnih serijah vzorcev (tip 1+2/S1+S2), ima ZwickRoell v svoji ponudbi preskusni sistem ALEX: preprost, kompakten in stroškovno učinkovit, saj se lahko uporablja s serijami, ki štejejo le 10 vzorcev.







Prenosi za natezni preskus gume ISO 37 / DIN 53504
- Brošura izdelkov: Preskusni stroji in preskusni sistemi za plastiko in gumo PDF 9 MB
- Produktne informacije: Pnevmatske čeljusti, Fmax 2,5 kN PDF 3 MB
- Produktne informacije: Kleščne čeljusti, Fmax 2,5 kN PDF 348 KB
- Produktne informacije: Čeljusti za okrogle vzorce, Fmax 2,5 kN PDF 4 MB
- Informacije o izdelku: lightXtens: brezkontaktno, preprosto in popolnoma avtomatizirano preskušanje materialov z visokim raztezkom PDF 886 KB
- Informacije o izdelku: videoXtens 1-270 P PDF 1 MB
- Informacije o izdelku: ekstenziometer multiXtens II HP PDF 1 MB
- Produktne informacije: Robotski sistem za preskušanje plastike roboTest L (linearni) PDF 71 KB
- Produktne informacije: Robotski sistem za preskušanje plastike roboTest R (polarni) PDF 86 KB
- Produktne informacije: ALEX - Strokovnjak za avtomatiziran laboratorij PDF 308 KB
- Produktne informacije: Stiskalnice za rezanje PDF 823 KB
Pogosto zastavljena vprašanja o standardu ISO 37 / DIN 53504
Standarda ISO 37 in DIN 53504 opisujeta metode za določanje mehanskih lastnosti vulkaniziranih ali termoplastičnih elastomerov. Opisujejo izvajanje nateznih preskusov na standardiziranih vzorcih (veselca in obroči) in so zasnovani za določanje natezne napetosti, natezne trdnosti in deformacije pri prelomu ter vrednosti Youngovega modula, ki so opredeljene kot natezna napetost pri določenih raztezkih ali obratno. To omogoča tudi določanje deformacije popuščanja in napetosti popuščanja, na primer za termoplastične elastomere. Vse vrednosti so določene v nateznem preskusu pri konstantni hitrosti odtrganja.
Oba standarda opisujeta natezni preskus elastomerov, vendar se razlikujeta v podrobnostih. Standard ISO 37 je mednarodno usmerjen in v glavnem opredeljuje veselca in vzorce obročev tipov A in B z določenimi dimenzijami in preskusnimi pogoji. DIN 53504 je nemška različica, ki v veliki meri temelji na standardu ISO 37, vendar vsebuje dodatne vrste in metode obročev, ki so še posebej pomembne za industrijsko uporabo.

