Definicija dubine tvrdoće nitriranja
- Kao i očvršćavanje kućišta, nitriranje je jedan od procesa tretmana termohemijskom difuzijom. Za razliku od očvršćavanja kućišta, nitriranje uključuje obogaćivanje površinskog sloja azotom, a ne ugljenikom.
- Radni predmeti od gvozdenih materijala pokazuju bolja svojstva habanja, čvrstoće i korozije nakon nitriranja. Povećanje sadržaja azota takođe dovodi do povećanja tvrdoće.
- Nitriranje se poželjno izvodi u temperaturnom opsegu od 500 do 550 °C. Sve dok je termički stabilan, originalna struktura ostaje nepromenjena. Zatim se donor azota transportuje do površine radnog predmeta i adsorbuje. Ovo dovodi do oslobađanja atoma azota na površini uzorka. Atomi azota se apsorbuju i difunduju dalje u unutrašnjost radnog predmeta. Stvara se sloj za nitriranje.
Određivanje dubine tvrdoće nitriranja prema DIN 50190-3
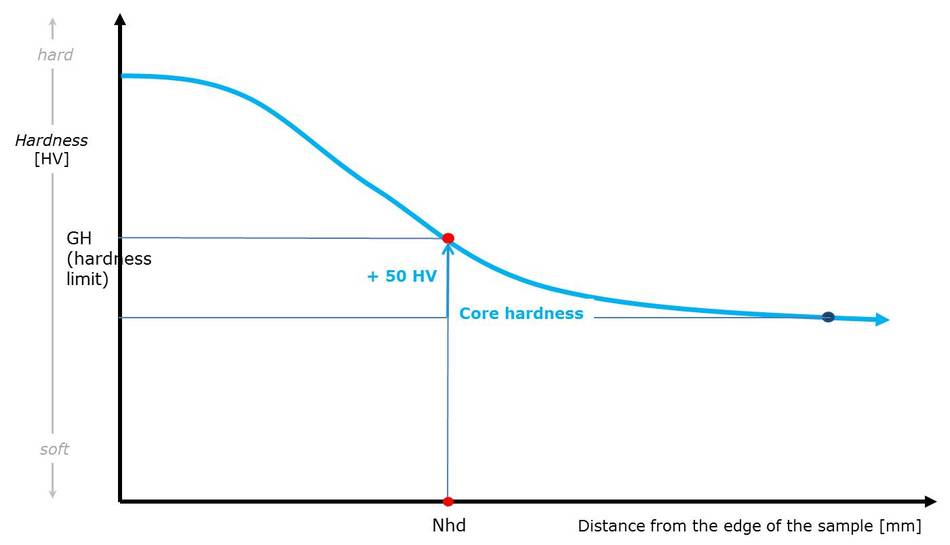
- Određivanje dubine tvrdoće nitriranja opisano je u standardu DIN 50190-3. Ovo se utvrđuje na osnovu krive tvrdoće i leži na granici tvrdoće od 50 HV iznad tvrdoće jezgra, vidi ilustraciju (NHD).
- Površina uzorka na kojoj se vrši merenje mora biti fino obrađena.
- Prvo, mora se odrediti tvrdoća jezgra. Ovo se utvrđuje iz najmanje tri udubljenja ispitivanja tvrdoće i omogućava da se dobije granica tvrdoće. Nakon toga, udubljenja tvrdoće se primenjuju od ivice do unutrašnjosti radnog predmeta na tačno definisanim rastojanjima. Metoda ispitivanja koja se koristi je ispitivanje tvrdoće po Vickersu u opsegu malog opterećenja.
- Dubina tvrdoće nitriranja se izvodi iz krive koja predstavlja tvrdoću preko udaljenosti od površine merenjem rastojanja od površine do izračunate granice tvrdoće.