ASTM E8 / ASTM E8M: Essai de traction sur métaux
L’essai de traction selon ASTM E8/ASTM E8M est une méthode d’essai centrale prévue pour déterminer les caractéristiques mécaniques des matériaux métalliques à température ambiante. En pratique, des résultats souvent non reproductibles ou difficilement comparables peuvent néanmoins apparaître. Les causes détectées sont généralement des détails dans le montage d’essai, le contrôle de la vitesse ou les interventions de l’opérateur. ZwickRoell vous accompagne dans la maîtrise systématique de ces sources d’erreurs, de la mesure de l’éprouvette à l’évaluation conforme.
Sources d’erreur fréquentes Réalisation de l’essai et moyen d’essai Possibilités d’automatisation FAQ sur la norme Demander conseil

ASTM E8/ASTM E8M : les points essentiels
- ASTM E8/ASTM E8M décrit l’essai de traction uni-axial sur matériaux métalliques à température ambiante pour la détermination des limites d’élasticité et limites d’élasticité conventionnelles, de la résistance à la traction, de l’allongement à la rupture et de la striction de rupture servant de base à la comparaison des matériaux, à l’assurance-qualité et à la certification.
- ASTM E8 (inch/pound) et ASTM E8M (unités SI) diffèrent notamment en terme de longueur de référence initiale des éprouvettes cylindriques (4D vs. 5D), justifiant régulièrement des résultats non comparables.
- Les causes principales de dispersion des résultats ne sont généralement pas liées à la machine d’essai mais à la préparation des éprouvettes, au calcul de la section, à la mesure de l’allongement, à l’alignement de l’éprouvette, au choix de la vitesse d’essai et à l’intervention de l’opérateur.
- Pour les alliages particulièrement sensibles au taux d’allongement, les différentes méthodes de régulation de la vitesse d’essai (méthode A, B ou C) peuvent conduire à l’obtention de résultats significativement éloignés. La sélection rigoureuse de la méthode et la présence de paramètres d’essai cohérents sont déterminantes pour l’obtention de résultats d’essai reproductibles.
- L’ASTM E8 recommande la régulation du taux d’allongement selon la méthode B (boucle fermée) pour réduire au maximum les influences liées au système d’essai et la rigidité de la machine et augmenter considérablement la fiabilité des résultats et la comparabilité.
- ZwickRoell vous accompagne avec une technologie d’essai adaptée, des processus standardisés avec le logiciel d’essai testXpert, de l’application la plus simple aux déroulements d’essai automatisés, afin de réduire l’intervention de l’opérateur et de réaliser les essais ASTM E8 de manière efficace, conforme et traçable.
La norme ASTM E8 en pratique : les sources d’erreurs fréquentes et leur influence sur les résultats
- La qualité de l’essai est déterminée dès l’étape de la préparation des éprouvettes. Les écarts de dimensions d’éprouvettes et de tolérances spécifiées dans la norme, les écrouissages par découpage ou poinçonnage sans traitement ultérieur et les dommages dans la plage de mesure peuvent modifier le comportement du matériau et conduire à des résultats non comparables.
- Mesure de section imprécise : toutes les caractéristiques de tension reposent sur la section initiale de l’éprouvette. Une erreur de mesure de 1 % sur la section initiale a un impact direct sur la limite d’élasticité, la résistance à la traction et d’autres caractéristiques et peut altérer la pertinence de l’ensemble de l’essai. La précision est déterminante.
- Alignement et serrage de l’éprouvette : la qualité de l’introduction de la force joue un rôle particulièrement décisif sur la pertinence de l’essai. La présence de petites imperfections au serrage, de forces de serrage irrégulières ou le mauvais choix de mâchoires entraînent un glissement de l’éprouvette ou des ruptures dans la plage de serrage et, par conséquent, des pics de contrainte locaux, une rupture précoce ou une dispersion importante, en particulier sur les éprouvettes miniatures ou de plus petit format. Le serrage reproductible et peu contraignant issu du choix judicieux de mâchoires et de mors est ainsi considéré comme l’un des principaux pré-requis pour des résultats fiables, notamment pour les méthodes d’essai A et C.
- Choix de l’extensomètre et étalonnage : la mesure précise de l’allongement est déterminante pour la détermination des limites d’élasticité et des limites d’élasticité conventionnelles. Les mesures manuelles réalisées après l’essai augmentent l’intervention de l’opérateur. Une force de presse ou un positionnement incorrects ou encore un étalonnage insuffisant ou l’utilisation d’extensomètres appartenant à des classes d’étalonnage non homologuées provoquent des erreurs systématiques lors de la mesure de l’allongement.
- Dans la pratique, on confond souvent allongement à la rupture (elongation at break) et allongement après rupture (elongation after break). La comparaison ou la mauvaise interprétation de différentes caractéristiques peuvent conduire à des évaluations de matériaux et des décisions de validation erronées.
- Défaut d’adaptation uniforme et de sélection rigoureuse des vitesses d’essai :les méthodes de régulation A, B ou C présentent fréquemment des différences considérables de résultats pour la détermination des limites d’élasticité et des limites d’élasticité conventionnelles, en particulier pour les alliages, très sensibles aux changements de taux d’allongement. La sélection rigoureuse de la méthode et la présence de paramètres d’essai cohérents doivent être convenus précisément entre l’emplacement à tester et à évaluer.
- Intervention de l’opérateur :les opérations manuelles réalisées lors du serrage, de la mesure et de l’évaluation augmentent la dispersion, particulièrement en présence d’un volume d’essai important.
L’attention portée à ces étapes permet de minimiser les erreurs et d’améliorer la qualité des données. Les solutions d’essai de ZwickRoell permettent ici la mise en œuvre sûre, précise et reproductible des étapes critiques de la réalisation de l’essai.

Vous souhaitez réaliser vos essais ASTM-E8 de manière reproductible ?
Les experts ZwickRoell à proximité vous accompagnent dans le choix du système d’essai, de l’extensomètre, des mors et du degré d’automatisation en fonction du matériau, des exigences normatives et du volume d’essai.
Demander conseil maintenant sans engagement
Réalisation de l’essai de traction selon ASTM E8/E8M avec ZwickRoell
Étapes d’essai critiques et solutions d’essai ZwickRoell expliquées en détail :
Mesure de section Sélection du bâti de charge et capteur de force Sélection des mâchoires Vitesse d’essai et méthode de régulation Sélection de l’extensomètre Possibilités d’automatisation
Déroulement de l’essai :
Lors de l’essai de traction selon ASTM E8/ASTM E8M, une éprouvette métallique normée est soumise à une contrainte uniaxiale jusqu’à la rupture. La norme ASTM E8 décrit non seulement les exigences en termes de géométries d’éprouvettes mais aussi les vitesses d’essais, les méthodes de régulation et la mesure de l’allongement.
- L’essai de traction démarre par la fabrication normée et la mesure exacte de la section initiale de l’éprouvette.
- L’éprouvette est ensuite serrée dans les mors adaptés et centrée.
- La force et l’allongement sont enregistrés tout au long de l’application de la contrainte. Selon la méthode de régulation choisie, la commande est effectuée via le taux de contrainte (méthode A), le taux d’allongement (méthode B) ou la vitesse de traverse (méthode C). Une fois les limites d’élasticité et les limites d’élasticité conventionnelles atteintes, la vitesse d’essai est augmentée selon la norme.
- L’essai permet de calculer les valeurs caractéristiques telles que la limite d’élasticité, la limite d’élasticité conventionnelle, la résistance à la traction, l’allongement à la rupture et la striction de rupture. Pour déterminer la striction de rupture, il est également possible de mesurer la section au point de rupture.

Mesure de section
La précision de l’ensemble des caractéristiques liées à la contrainte dépend de la mesure de section. Les systèmes de mesure CMU30 et CMU80 permettent de mesurer la surface de section de manière automatique, à la fois dans l’épaisseur et dans le sens de la largeur, avec une résolution submicronique et une très grande précision. Les valeurs de mesure sont directement transmises au logiciel d’essai testXpert afin d’éliminer les erreurs de transmission et les interventions de l’opérateur.

Sélection du bâti de charge et du capteur de force
Le choix de la machine d’essai est souvent réduit à la plage de force maximale nécessaire. Dans la pratique, c’est la bonne combinaison entre bâti de charge (machine d’essai universelle), capteur de force, mors/mâchoires et extensomètre qui détermine si les essais peuvent être réalisés de manière efficace et reproductible. Le processus de sélection démarre ainsi par la plage de force attendue des éprouvettes. Suivant ce principe, le bâti de charge adapté, les mors correspondants et la cellule de mesure de force optimale sont sélectionnés.
Le concept modulaire du système d’essai de ZwickRoell représente l’avantage de pouvoir combiner presque chaque extensomètre avec la quasi-totalité des bâtis de charge. Le système d’essai peut ainsi être adapté de manière flexible aux différents matériaux, géométries d’éprouvettes et exigences normatives. En parallèle, tous les capteurs de force sont étalonnés jusqu’à 0,2 % de leur force nominale. Ainsi, un capteur de force de 100 kN peut par exemple réaliser des mesures encore plus précises pour une force d’essai de seulement 200 N. Ainsi, petites et grandes éprouvettes peuvent être testées de manière conforme sur la même machine d’essai, sans compromis sur la précision de mesure.




Serrage et alignement de l’éprouvette
Lors du serrage de l’éprouvette, il convient d’éviter toute flexion, pré-contrainte ou glissement.
Pour l’essai sur matériaux métalliques standard selon la méthode A (vitesse de contrainte), les mors à coins constituent la solution la plus pratique et économique de la gamme. Pour la méthode B selon ASTM E8/E8M, des mors respectant le principe de coiffe sur coin ou des mâchoires à fermeture parallèle sont néanmoins recommandés afin d’obtenir les résultats d’essai les plus fiables et reproductibles possible.
Grâce à notre laboratoire d’applications et nos centres Xperience implantés partout dans le monde, profitez de conseils personnalisés ou encore de démonstrations sur site et en ligne de nos experts pour trouver les solutions adaptées à vos tâches d’essai spécifiques.
Prendre contact sans engagement dès maintenant

Vitesse d’essai et sélection de la méthode de régulation
La vitesse d’essai a une influence directe sur les caractéristiques matérielles calculées. Les variations de vitesses sur les matériaux sensibles au taux d’allongement peuvent entraîner des différences de limites d’élasticité, de valeurs d’allongement et de résistances. ASTM E8/ASTM E8M indique pour cela les 3 méthodes de régulation (plus d’informations sur les méthodes de régulation et leur adéquation dans les FAQ) :
- la régulation du taux de contrainte (méthode A)
- la régulation du taux d’allongement (méthode B)
- la régulation de la vitesse de traverse (méthode C)
Les systèmes d’essai ZwickRoell sont compatibles avec toutes les méthodes de régulation décrites dans la norme et permettent la mise en œuvre conforme des différentes exigences d’essai.
Pour la méthode B privilégiée dans la norme, les systèmes d’essai ZwickRoell permettent de réaliser une régulation précise du taux d’allongement dans la boucle de régulation fermée. Associé aux extensomètres optiques et à contact, le taux d’allongement effectif est surveillé en permanence et ajusté automatiquement. Alors que la norme accepte des tolérances comparativement élargies de +/- 20 % de la vitesse d’allongement (pour un taux d’allongement défini selon ASTM E8 de 0,015 ± 0,006 in./in./min ou mm/mm/min), les systèmes ZwickRoell atteignent généralement une précision de 3 % ou plus. Cela a pour effet d’augmenter la reproductibilité des résultats et de veiller à ce que la vitesse d’essai sélectionnée soit conservée de manière fiable, même en présence de matériaux variés.
Dans le logiciel d'essai testXpert, la vitesse d’allongement peut être suivie à tout moment.
- La ligne rouge (1) indique la bande de tolérance de l’ASTM E 8 (40% de la vitesse paramétrée).
- La ligne verte en pointillés désigne une bande de tolérance plus étroite de 5%, qui est la référence pour les systèmes d'essai ZwickRoell et permet de couvrir tous les imprévus. Une régulation satisfaisante du taux d'allongement se caractérise par de faibles fluctuations d'entrée (2) et une régulation stable de la vitesse (3). Le pré-requis est un régulateur adaptatif.

Sélection de l’extensomètre
La mesure de l’allongement fait partie des variables d’influence déterminantes pour l’essai de traction selon ASTM E8/ASTM E8M. La norme autorise différentes méthodes pour la détermination de l’allongement, allant de la mesure manuelle de l’allongement à la rupture après l’essai, aux extensomètres optiques (idéalement avec une solution sans marques telle que le videoXtens), qui enregistre l’allongement sans contact tout au long de l’essai, en passant par les extensomètres à contact (extensomètres Clip-On ou capteurs à palpeur makroXtens).
- Le calcul manuel de l’allongement à la rupture après l’essai est associé comparativement à une intervention élevée de l’opérateur. Même de minces écarts lors de l’assemblage des fragments ou de la lecture de la longueur de mesure peuvent influer sur le résultat.
- Les extensomètres à contact livrent des données précises à l’allongement pendant l’essai mais doivent pour cela être correctement positionnés et peuvent représenter un effort supplémentaire, en particulier pour les éprouvettes sensibles ou de petite taille.
Les extensomètres optiques représentent la solution privilégiée de ZwickRoell. Ils enregistrent l’allongement sans contact et sans intervention de l’opérateur, directement sur l’éprouvette.
- La longueur de mesure et la position de mesure sont ainsi définies et reproductibles à tout moment et de manière univoque.
- En parallèle, les extensomètres optiques sont compatibles avec la régulation du taux d’allongement selon la méthode B privilégiée par ASTM E8, l’allongement étant enregistré en continu et de manière très précise.
- La possibilité d’enregistrer la répartition de l’allongement sur l’ensemble de l’éprouvette représente un avantage supplémentaire. Ainsi, des évaluations supplémentaires peuvent toujours être réalisées après l’essai. Dans de nombreux cas, il est possible de renoncer au calcul manuel de l’allongement à la rupture et d’éviter ainsi une potentielle source d’erreur supplémentaire. L’intervention de l’opérateur est réduite, la comparabilité des résultats augmentée et le déroulement de l’essai dans le laboratoire au quotidien simplifié.


Vidéo : réalisation de l’essai ASTM E8 avec ZwickRoell
Démonstration de l’essai de traction sur matériaux métalliques selon les normes ASTM E8 et ISO 6892-1 :
- « Régulation du taux d’allongement en boucle fermée selon la méthode B » (correspond à ISO 6892-1, méthode A1) avec la machine d’essai universelle AllroundLine de ZwickRoell, l’extensomètre avec contact makroXtens et l’extensomètre sans contact videoXtens avec mesure de l’éprouvette et évaluation des résultats d’essai avec testXpert
- « Vitesse de la travers en boucle ouverte selon la méthode C » (correspond à ISO 6892-1, méthode A2) avec la machine d’essai universelle Proline et l’extensomètre Clip-On


Possibilités d’automatisation selon ASTM E8
Les machines d’essais de matériaux modernes atteignent aujourd’hui un très haut niveau de précision. Dans de nombreux laboratoires, ce n’est plus la machine d’essai qui représente la cause principale de dispersion des résultats mais l’intervention manuelle lors de l’essai. Même les plus minces écarts lors de l’identification de l’éprouvette, du calcul de la section, de l’alignement de l’éprouvette ou du serrage peuvent altérer la comparabilité des résultats.
Les opérations standardisées et reproductibles sont particulièrement déterminantes en présence d’un grand nombre d’éprouvettes ou lorsque les données d’essai influent sur la qualité de la boucle de régulation, la surveillance des processus ou les analyses s’appuyant sur l’IA. Les systèmes d’essais automatisés réduisent ces variables d’influence et assurent une reproductibilité maximale de toutes les étapes d’essai.



Les essais automatisés sur matériaux métalliques vous intéressent ?
ZwickRoell vous propose un large éventail de solutions d’automatisation – micro-éprouvettes et éprouvettes de petit format selon ASTM E8, éprouvettes de tôle standards, systèmes d’essai haute capacité automatisés pour les tôles fortes aux charges d’essai allant jusqu’à 5 mN. En plus d’offrir une reproductibilité élevée des résultats, l’automatisation renforce la sécurité au travail, en particulier en présence d’éprouvettes lourdes et soulage le personnel de laboratoire.
En savoir plus sur les possibilités d’automatisation pour l’essai sur matériaux métalliques Demander conseil sans engagement

Des essais fiables et sûrs selon l’ASTM E8 avec le logiciel d'essais testXpert
Avec testXpert, vous augmentez l’efficience de vos essais selon ASTM E8. testXpert - la base de décisions fiables - vous fournit des résultats d'essai sûrs,
- Peu importe la méthode que vous choisissez, tous les paramètres de l’ASTM E8 inclus dans la spécification d’essai sont 100 % conformes à la norme. Dans une vue préparée, vous pouvez voir la vitesse d’allongement réellement atteinte dans les tolérances spécifiées par la norme.
- Faites l'économie des essais préliminaires et calculs manuels requis par la vitesse d’allongement selon ASTM E8. testXpert se charge du réglage automatique de tous les paramètres de régulation. Les positions cibles et valeurs d'allongement sont atteintes avec précision. Les changements de propriétés éprouvette sont compensés en simultané.
- testXpert vous garantit des résultats d'essai reproductibles grâce à des conditions d'essai exactement identiques via une configuration de machine prédéfinie.
- L'influence de l'opérateur est réduite au minimum, par exemple grâce à la gestion utilisateur, afin d'obtenir des résultats comparables.
vers le logiciel d'essai testXpert
Domaines d’application types de ASTM E8/ASTM E8M
La norme ASTM E8/E8M est l’une des normes les plus importantes au monde en terme de caractérisation des matériaux métalliques et s’adresse aux fabricants, transformateurs, utilisateurs et laboratoires d’essai cherchant à réaliser des essais de traction standards sur matériaux métalliques à température ambiante pour les opérations de qualification des matériaux, contrôle qualité, certification et conception technique :
- Qualification des matériaux des nouveaux alliages métalliques
- Contrôle qualité dans la production de métal
- Contrôle à la réception des marchandises des produits semi-finis
- Tests de validation pour les applications aéronautiques et aérospatiales
- Développement des matériaux et recherche
- Vérification des propriétés mécaniques vis-à-vis des clients et organismes de certification
- Analyses comparatives entre les lots ou les processus de fabrication
- Surveillance des processus dans la production en série
Questions fréquemment posées sur l’ASTM E8
À proprement parler, cette norme ASTM contient deux normes, de sorte que la norme ASTM E8 doit être distinguée de la norme ASTM E8M. Si l’ASTM E8 se réfère aux unités de mesure « inch » et « pound », l’ASTM E8M utilise les unités SI. Cela signifie que les grandeurs caractéristiques déterminées selon un système d’unités ne sont pas exactement identiques à celles déterminées selon l’autre système d’unités. Dans la pratique, cependant, cela ne pose aucun problème car la détermination et la comparaison des grandeurs caractéristiques ne s’accompagnent d’aucun changement d’unité.
À noter toutefois que la longueur de référence initiale des éprouvettes cylindriques pour la détermination des allongements dans la norme ASTM E8 en 4D, se réfère à 4 fois le diamètre de l’éprouvette cylindrique, tandis que dans la norme ASTM E8M en 5D, se réfère à 5 fois le diamètre de l’éprouvette cylindrique. En cas de confusion ou de non-respect, cela pourrait conduire à des grandeurs caractéristiques qui ne seraient plus comparables entre elles.
- Diverses méthodes d’essai et définitions :bien que les deux normes réalisent des essais sur le même matériau, les valeurs caractéristiques (par ex. d’allongement ou de limite d’élasticité) sont définies et évaluées de différente manière et limitent ainsi la comparabilité directe.
- Différences de vitesses d’essai : ISO 6892-1 désigne les vitesses d’essai précises et liées au matériau alors qu’ASTM E8 offre des tolérances plus larges, ce qui peut influer sur les résultats de manière mesurable.
- Différentes méthodes de régulation et désignations : L’attribution des types de régulation (par ex. la régulation du taux d’allongement en boucle fermée étant désignée selon ASTM E8 avec la méthode B et selon ISO 6892-1 avec la méthode A1) est qualifiée différemment selon ISO et ASTM, ce qui porte régulièrement à confusion.
- Différences de méthodes de mesure et d’éprouvette :malgré des géométries partiellement harmonisées, certains détails varient en termes de dimensions, d’incertitudes de mesures et de mesure de section.
- Écarts de calcul pour les valeurs d’allongement : la détermination de l’allongement uniformément réparti et de l’allongement à la rupture est réalisée selon différentes méthodes et peut conduire à des différences de résultats, en particulier sur les matériaux ductiles.
- Diverses définitions de résultat : bien qu’ils se ressemblent, les termes de « résistance à la traction » (Rm vs. TS) ou « valeurs d’allongement » proposent des méthodes différentes.
En résumé : ISO 6892-1 et ASTM E8 sont harmonisées mais pas identiques : de simples différences de méthode et d’évaluation peuvent conduire à des résultats d’essai très éloignés.
Pour en savoir plus, consultez notre article de blog ASTM E8 vs. ISO 6892-1 ou l’enregistrement du webinaire.

Pour résumer, voici comment comprendre la différence :
- Elongation at break = allongement à la rupture
Il s’agit de l’allongement à l’instant où l’éprouvette se rompt. Il est calculé lors de l’essai en cours, généralement avec un extensomètre ou un système de mesure optique. - Elongation after break = allongement après rupture
Il s’agit de l’allongement calculé après la rupture et pour lequel les résidus d’éprouvette sont collectés et l’allongement de la longueur de mesure est mesuré manuellement ou à l’aide d’un système de mesure optique.
En quoi cette distinction a son importance ?
La distinction en contexte normatif de l’ASTM E8/E8M est importante car l’allongement après rupture dépend plus de l’intervention de l’opérateur et de la mesure manuelle correcte réalisée par la suite, alors que l’allongement à la rupture dépend plus du système de mesure utilisé au cours de l’essai. Les valeurs ne sont donc pas automatiquement identiques, en particulier en cas de striction locale, de position de rupture, de traçabilité manuelle ou de méthodes de mesure variées.
Les formes des éprouvettes de traction sont très variées. La norme ASTM E8/E8M couvre les éprouvettes plates standards pour les tôles et plaques minces, pour les produits tubulaires de grand diamètre, pour les mâchoires spéciales, ainsi que les éprouvettes cylindriques standards et spécifie les longueurs de référence initiales correspondantes auxquelles toutes les valeurs d’allongement se réfèrent. À quelques exceptions près, toutes les dimensions requises pour la fabrication des éprouvettes sont spécifiées ou les dimensions minimales sont précisées (voir à ce propos le chapitre 6 Test Specimens de l’ASTM E8/E8M-25).
Grâce à une série de conseils importants pour la préparation des éprouvettes, la norme s’assure qu'aucune influence - qui pourrait affecter les résultats de l’essai de traction - n'est exercée sur le matériau lors du prélèvement ou encore lors de la fabrication des éprouvettes. Toutes les zones qui auront été écrouies par découpage ou poinçonnage lors de la fabrication de l’éprouvette - si elles influencent les propriétés - devront être usinées conformément. Les produits de section constante (profilés, barres, fils, etc.) ainsi que les éprouvettes coulées (par exemple fonte, alliages non-ferreux) pourront être testés sans usinage.
Éprouvettes plates standards selon ASTM E8/E8M
| Éprouvette/matériau | Épaisseur de tôle | Type de mesure | ASTM E8 | |
|---|---|---|---|---|
| Éprouvette plate « Sheet Type »* Tôles, plaques, fil plat, bandes, rectangles et profilés | 0,13 mm à 19 mm [0,005 in. à 0,750 in.] | Longueur de mesure G (Gauge length) | 50 mm [2.0 in.] | 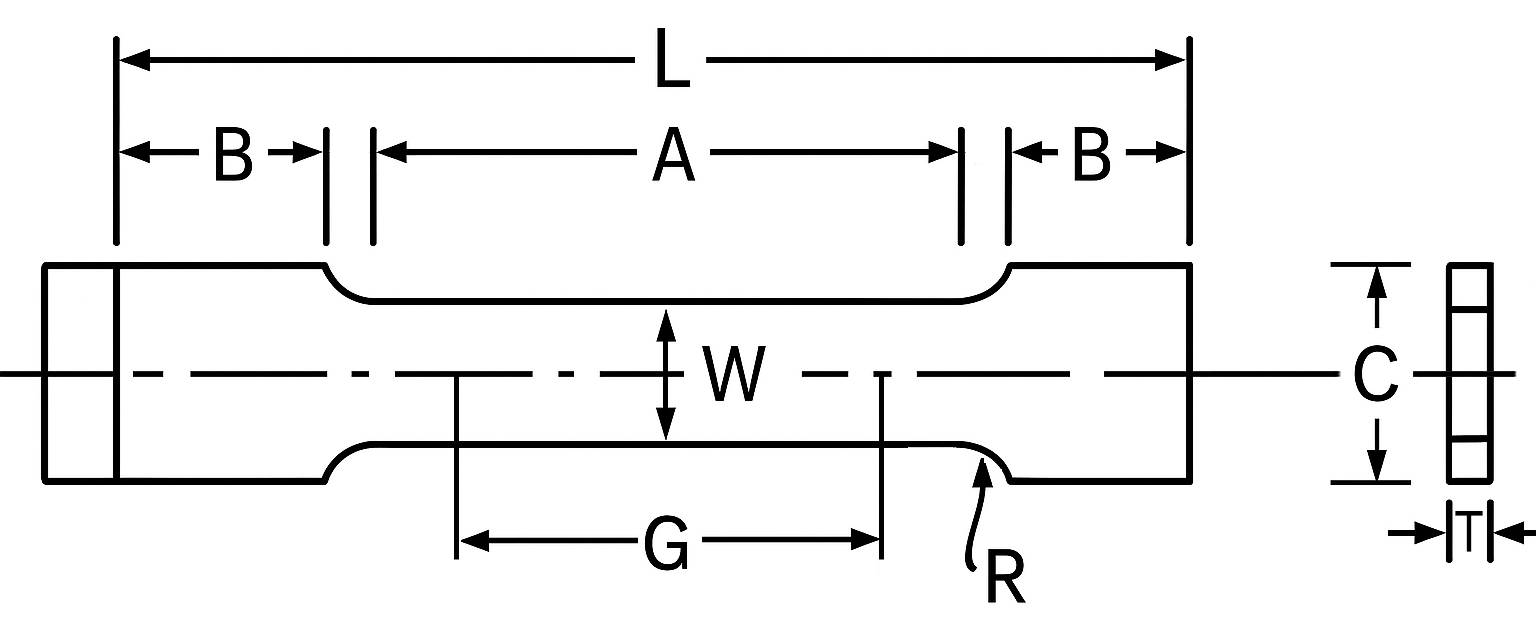 |
| Largeur W (Width) | 12,5 mm [0.5 in.] | |||
| Éprouvette en tôle forte « Plate Type » Tôles, profilés et matériau plat | min. 5 mm [0.188 in.] | Longueur de mesure G (Gauge length) | 200 mm [8.0 in.] | |
| Largeur W (Width) | 40 mm [1.5 in.] | |||
| Éprouvette de plus petit format « Subsize Specimen » | max. 6 mm [0.250 in.] | Longueur de mesure G (Gauge length) | 25 mm [1.0 in.] | |
| Largeur W (Width) | 6,0 mm [0.25 in.] |
* pour les matériaux présentant une épaisseur de 0,15 mm max. [0.0059 in.], la norme ASTM E345 doit être appliquée
* Les éprouvettes de traction pour charge de boulon (Pin-Loaded) peuvent être utilisées.Afin d’éviter tout pliage lors des essais de matériaux plus fins et résistants, l’utilisation de plaques de renfort aux extrémités des mâchoires peut s’avérer nécessaire. (voir fig. 8, chapitre 6.3 Sheet Type Specimen ASTM E8/E8M-25)
Éprouvettes cylindriques standards conformes à ASTM E8 et E8M
| Éprouvette | Type de mesure | ASTM E8 (diamètre x4) | ASTM E8M (diamètre x5) | |
|---|---|---|---|---|
| Éprouvette standard « Specimen 1 » | Longueur de mesure G (Gauge length) | 50,0 mm [2.000 in.] | 62,5 mm [2.500 in.] | 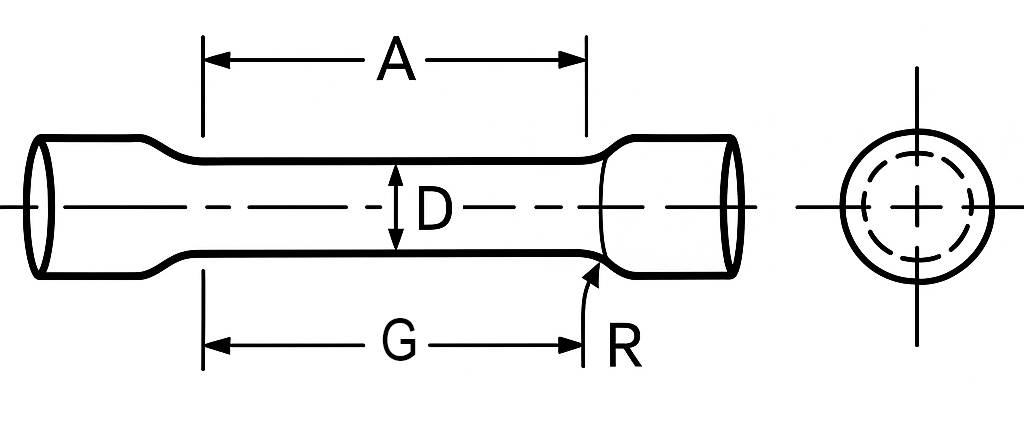 |
| Diamètre D (Diameter) | 12,5 mm [0.500 in.] | |||
| Rayon de congé R, min. (fillet radius) | 10,0 mm [0.375 in.] | |||
| Longueur calibrée A (reduced section length) | 56,0 mm [2.25 in.] | 75,0 mm [3.0 in.] | ||
| Small-Size Specimen proportionnel à l’éprouvette standard | ||||
| « Specimen 2 » | Longueur de mesure G (Gauge length) | 36,0 mm [1.400 in.] | 45,0 mm [1.750 in.] | |
| Rayon de congé R, min. (fillet radius) | 8,0 mm [0.25 in.] | |||
| Diamètre D (Diameter) | 9,0 mm [0.350 in.] | |||
| Longueur calibrée A (reduced section length) | 45,0 mm [1.75 in.] | 54,0 mm [2.0 in.] | ||
| « Specimen 3 » | Longueur de mesure G | 24,0 mm [1.000 in.] | 30,0 mm [1.250 in.] | |
| Diamètre D (Diameter) | 6,0 mm [0.250 in.] | |||
| Rayon de congé R, min. (fillet radius) | 6,0 mm [0.188 in.] | |||
| Longueur calibrée A (reduced section length) | 30,0 mm [1.25 in.] | 36,0 mm [1.4 in.] | ||
| « Specimen 4 » | Longueur de mesure G | 16,0 mm [0.640 in.] | 20,0 mm [0.800 in.] | |
| Diamètre D (Diameter) | 4,0 mm [0.160 in.] | |||
| Rayon de congé R, min. (fillet radius) | 4,0 mm [0.156 in.] | |||
| Longueur calibrée A (reduced section length) | 20,0 mm [0.75 in.] | 24,0 mm [1.0 in.] | ||
| « Specimen 5 » | Longueur de mesure G | 10,0 mm [0.450 in.] | 12,5 mm [0.565 in.] | |
| Diamètre D (Diameter) | 2,5 mm [0.113 in.] | |||
| Rayon de congé R, min. (fillet radius) | 2,0 mm [0.094 in.] | |||
| Longueur calibrée A (reduced section length) | 16,0 mm [0.625 in.] | 20,0 mm [0.75 in.] | ||
Une attention particulière est accordée à la vitesse d'essai. L’ASTM E8 et l’ASTM E8M autorisent cinq manières distinctes de définir les vitesses d'essai. Elles sont appelées:
- Taux d’allongement ou vitesse d’allongement sur l’éprouvette
- Taux de contrainte ou augmentation de contrainte sur l’éprouvette
- Vitesse de la traverse
- Temps écoulé jusqu’à la fin d’une étape de l’essai ou de l’essai complet
- Vitesse de la traverse à vide, c’est-à-dire l’indication de vitesse sans charge sur la traverse
Pour la détermination de ce que l'on appelle les „Yield Properties“, c'est-à-dire la limite d'élasticité, les limites d’élasticité conventionnelles et de manière plus générale toutes les grandeurs caractéristiques liées au changement de comportement (du comportement élastique au comportement plastique) du matériau, il est important de déterminer un contrôle approprié de la vitesse d'essai. Pour les matériaux métalliques, ces grandeurs caractéristiques peuvent dépendre de manière significative de la vitesse d'essai réelle, de sorte que les vitesses d'essai doivent être maintenues dans les tolérances spécifiées. L’ASTM E8 et l’ASTM E8M en tiennent compte en proposant trois méthodes de régulation distinctes. Elles sont désignées par méthode A, B et C.
Méthode de régulation B:
Méthode recommandée | Méthode de régulation C:
| Méthode de régulation A:
|
|
|
|
Méthode C basée sur la vitesse constante de la traverse.
- La vitesse de la traverse doit être réglée et maintenue constante de manière à ce que la longueur calibrée initiale de l'éprouvette subisse un allongement de 0,015 ± 0,003 in./in./min ou mm/mm/min.
- Cette méthode C est recommandée, lorsque le matériau ne se déforme pas en continu.
- La méthode C est prévue pour les machines sans commande numérique ou système d’entraînement de haute qualité et ne fait plus partie des technologies de pointe.
Méthode A basée sur l’augmentation de la contrainte de traction pendant le chargement.
Il est ici nécessaire de vérifier qu’il ne s’agit pas d’un essai régulé par la force. Au delà, la machine d’essai doit fonctionner à une vitesse d’actionneur ou de traverse constante générant des taux de contrainte définis dans l’éprouvette (par ex. 11 MPa/s). La formulation dans la norme étant partiellement équivoque, cette exigence est occasionnellement mal interprétée. La nécessité d’une régulation de la force est notamment supposée à tort. L’application d’une telle régulation de la force peut néanmoins conduire à des résultats d’essai considérablement falsifiés et inutilisables.
- Dans la portion élastique linéaire de l'essai de traction, c'est-à-dire au tout début de l'essai, une augmentation de la contrainte dans la plage de 1,15 et 11,5 MPa/sec (correspondant à 10000 et 100000 psi/min) doit être atteinte.
- La norme ASTM E8 ou ASTM E8M indique clairement, cependant, que ces prescriptions et la méthode ne signifient pas que l'augmentation de la contrainte doit être maintenue constante jusqu'au comportement plastique ou que la régulation en boucle fermée de l'augmentation de la force peut être appliqué au-delà de la plage.
- À partir de l’application pratique, la méthode A pour les métaux standards au comportement élastique relativement stable, par ex. aciers de construction, aciers de traitement ou de nombreux métaux non ferreux est appliquée en l’absence de montage d’essai régulé par l’allongement. Le réglage correct requiert néanmoins de l’expérience et une bonne connaissance de la rigidité du système.
Méthode B basée sur la régulation de la vitesse d’allongement ou le taux d’allongement (régulation du taux d’allongement) pendant le chargement.
- La machine d'essai maintient le taux d'allongement ou la vitesse d'allongement constant en boucle fermée ("closed loop"), un extensomètre fournissant en continu des valeurs d'allongement qui sont utilisées pour calculer la vitesse d'allongement précise.
- Le taux d’allongement est défini par la norme sur 0,015 ± 0,006 in./in./min ou mm/mm/min, ce qui correspond à une tolérance de 40% pour le paramétrage de la vitesse d’allongement.
- Elle sert de méthode privilégiée pour la quasi-totalité des matériaux métalliques, notamment les aciers à haute résistance, les alliages d’aluminium, les alliages de titane, les alliages à base de nickel ainsi que les matériaux sensibles au taux d’allongement.
La régulation du taux d’allongement permet d’augmenter la fiabilité des résultats et d’obtenir des résultats d’essai comparables. Les valeurs caractéristiques des matériaux métalliques dépendent en effet fortement du taux d’allongement ou de la vitesse d’allongement. De manière générale, plus le taux d’allongement est élevé, plus les valeurs de résistance sont importantes. Cependant, les alliages et autres caractéristiques du produit influent également sur la dépendance vis-à-vis du taux d’allongement.
La régulation du taux d’allongement en boucle fermée, pour laquelle un régulateur adaptatif est utilisé afin de maintenir automatiquement la bonne vitesse d’allongement, offre des avantages spéciaux :
- Gain de temps: Le système régule automatiquement sur le taux d’allongement adéquat, sans aucune intervention de l'utilisateur.
- Sûr: Cela permet également d’éliminer les erreurs de réglage.
- Précis: Un régulateur adaptatif empêche les suroscillations du taux d'allongement et assure un maintien constant dans les limites de tolérance en cas d'événements imprévus.
Cette méthode nécessite un système d’essai coordonné avec la technologie de contrôle, mais simplifie considérablement l’essai.


