Trdota pri vtisku po standardu ISO 2439
Standard ISO 2439 opisuje mednarodni postopek za določanje trdote pri vtisku fleksibilne pene, ki zagotavlja pomembne karakteristične vrednosti za določanje nosilnih lastnosti vzmetnic, sedežev, oblazinjenja itd.
Preskusni postopki so opisani tudi v standardih DIN 53579 (trdota obdelanih delov z vdolbino) in ASTM D3574 preskus B1 ter v tovarniških standardih različnih proizvajalcev avtomobilov. Spodaj boste našli pregled preskusnega postopka, vzorcev, rezultatov preskusov in ustrezne ponudbe izdelkov ZwickRoell, ki bo ustrezala vašim specifičnim zahtevam in zahtevam, ki jih določajo standardi. Za celovite informacije pa je nujno pridobiti standard.
Cilj in uporaba Pregled standardov Zahtevajte posvet
Postopek ISO 2439 in karakteristične vrednosti ISO 2439 vzorec ISO 2439 preskus in preskusna oprema Videoposnetek ISO 2439
Postopek DIN 53579 in karakteristične vrednosti DIN 53579 vtiskovalo Stroj za preskušanje oblikovane pene

Cilj in uporaba ISO 2439 in DIN 53579
Trdota pri vdolbini je merilo nosilnih lastnosti prožne pene pri preskušanju materialov v obliki standardnega vzorca (ISO 2439) ali celotnega končnega dela/brizgane pene (DIN 53579), kot je vzmetnica ali blazina avtomobilskega sedeža.
Pri fleksibilnih celičnih penastih materialih je trdota na vtisk ena najpomembnejših karakterističnih vrednosti, ki se uporabljajo za opis kakovosti izdelka, na primer raven udobja.
Postopek ISO 2439 in karakteristične vrednosti
Trdote z vtiskovanjem je skupna sila, merjena v Newtonih, ki je potrebna za dosego določene vdolbine pod vnaprej določenimi pogoji.
ISO 2439 določa štiri različne postopke za določanje trdote vdolbine:
- Metoda A: laboratorijski postopek na standardnih vzorcih, pri katerem se za primerjavo materialov določi karakteristična vrednost: indeks trdote vdolbine HA(40 %/30 s) (40 % vdolbine glede na debelino vzorca pri zadrževanju 30 s)
- Metoda B: karakteristika trdote vdolbine HB(25 %, 40 %, 65 %/30 s): tukaj se sila (trdota vdolbine) meri večkrat; po zamiku 25 %, 40 % in 65 %, čemur sledi ustrezni čas zadrževanja 30 s.
- Metoda C: hitri postopek za nadzor kakovosti za preverjanje trdote vdolbine HC(40 %/0 s) brez časa zadrževanja za korelacijo vrednosti z metodo A. Dobljeni rezultati se lahko nanašajo na metodo A, vendar so običajno višji.
- Metoda D: nizek indeks trdote vdolbine HD(25 %/30 s) je idealen hiter postopek za pregled trdote vdolbine s samo enim ciklom prednapetosti.
Določitev tlačnega upogibnega koeficienta in stopnje izgube zaradi histereze sta določena v metodi E ISO 2439, ki daje dodatne informacije o nosilnih lastnostih materialov.
- Tlačni upogibni koeficient Sf = razmerje sile pri 65 % vdolbini in sile pri 25 % vdolbini
- Stopnja histerezne izgube Af = razlika v energiji med obremenitvijo in razbremenitvijo vzorca med ciklično deformacijo. Izražena je kot odstotek energije obremenitve.
ISO 2439 metoda A
ISO 2439 metoda B
ISO 2439 metoda C
ISO 2439 metoda D
ISO 2439 metoda E
ISO 2439 vzorec
Standard ISO 2439 predstavlja laboratorijski postopek za merjenje trdote na standardnih vzorcih.
- Vzorci po standardu ISO 2439 imajo kvadratno obliko s stranico 380 mm in debelino 50 ± 2 mm.
- Vendar pa se standard ISO 2439 lahko uporablja tudi za preskušanje oblikovane pene, če je to mogoče storiti na ravni površini. Lite pene se lahko preskušajo tudi po standardu DIN 53579, ki je na voljo v angleščini. Tukaj se vzorci kot dokončani deli (npr. sedežne blazine, vzglavniki itd.) vstavijo v posebej oblikovane kalupe za preskušanje.
- Pred preskusom je treba vzorce kondicionirati vsaj 16 ur, kot je opisano v standardu ISO 23529.
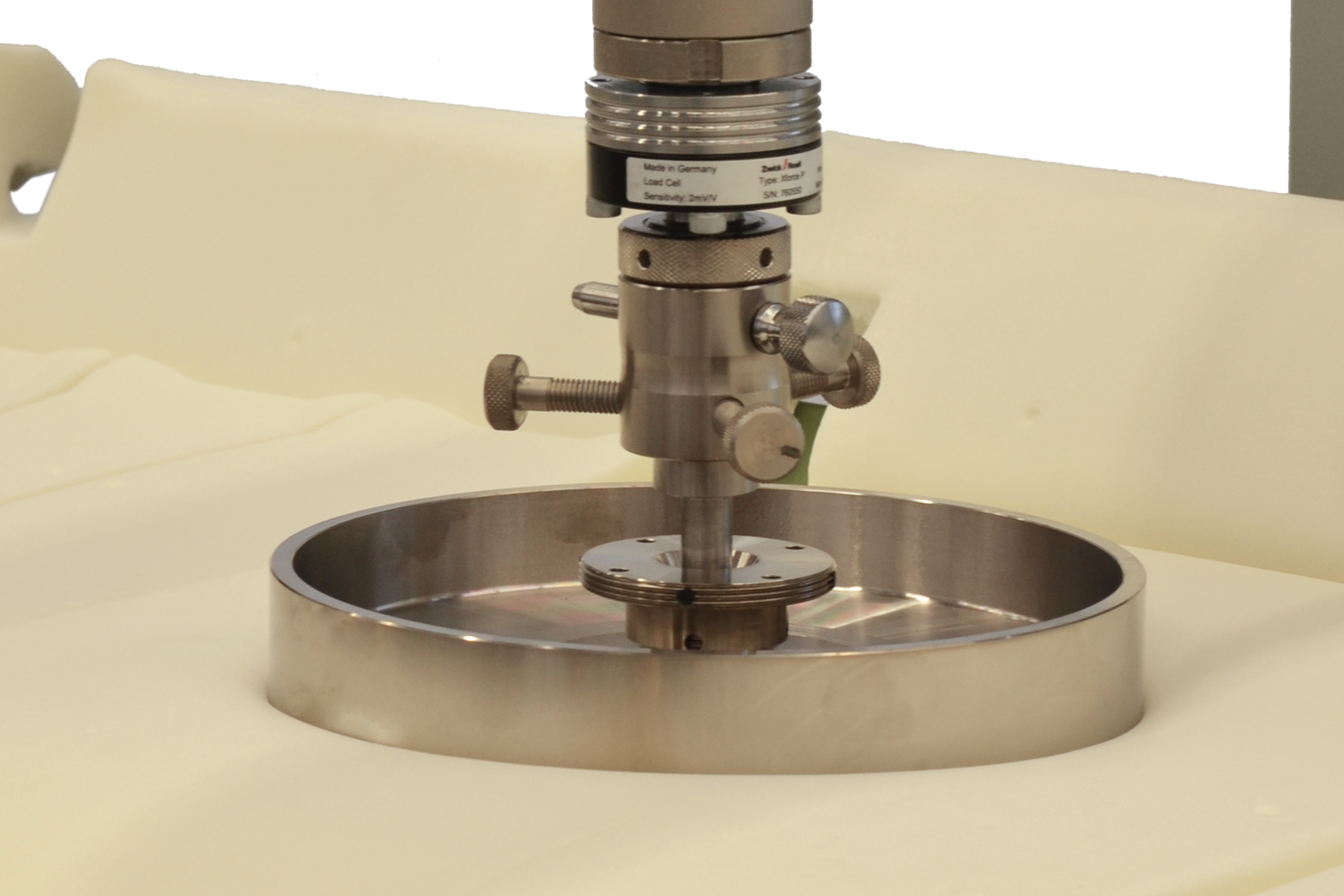
Izvajanje preskusa in preskusna oprema
- V zgoraj opisanih postopkih za določanje trdote vdolbine, tlačnega upogibnega koeficienta in stopnje izgube zaradi histereze so določeni različni parametri za preskusni postopek v zvezi s cikli prednapetosti, vdolbino v prednapetostnih in merilnih ciklih, čas mirovanja po prednapetosti in trajanje tlačenja.
- Za preskus se uporablja vnaprej določeno vtiskovalo. Med preskusom se izmeri deformacijsko obnašanje prožne pene pod točno določenimi pogoji in prikaže v grafu premika sila-vtiskovalo. Preskus je sestavljen iz ciklov predobremenitve, ki služijo za kondicioniranje vzorca, čemur sledi merilni cikel, v katerem se določijo karakteristične vrednosti. Obstajajo tudi druge preskusne metode, ki obstajajo v avtomobilski industriji, nekatere z drugačnimi preskusnimi postopki in posebnimi preskusnimi rezultati.
Preskušanje v skladu s standardom ISO 2439 je zagotovljeno za vse metode z uporabo ZwickRoell univerzalnega preskusnega stroja serije zwickiLine in ustreznega tlačnega vpenjala s podporno ploščo in vtiskovalom. Univerzalni stroj serije ProLine omogoča tudi preskušanje komponent in vgradnjo tlačnih plošč širine do 400 mm ter omogoča preskušanje z večjimi silami.
- Podporna plošča mora biti večja od vzorca in perforirana (6 mm luknje z razmikom 20 mm), da se prepreči nastanek zračne blazine.
- Vdolbino je treba narediti z vtiskovalom, ki je manjši od vzorca. Vtiskovalo je gladko, okroglo, premera 200 do 203 mm in ima polmer roba 1 mm.
Ena prednost standarda ISO 2439 pred tlačnim merjenjem trdote v skladu s standardom ISO 3386 je odprava vpliva rezalnega roba. Če je vzorec dovolj velik, dobljena vrednost trdote vdolbine predstavlja dimenzijsko neodvisno in primerljivo značilno vrednost, ki je zelo primerna za namene zagotavljanja kakovosti.



DIN 53579 preskus vdolbine na končnih delih
DIN 53579 določa postopek za določanje trdote vdolbine oblikovanih upogljivih celičastih materialov z najmanjšo debelino 10 mm. Ta postopek je primeren za preskuse končnih delov, kot so sedeži vozil, vzglavniki, stranske plošče, vzmetnice, oblazinjenje pohištva itd.
Postopek DIN 53579 in karakteristične vrednosti
DIN 53579 se uporablja za določanje trdote vdolbine ali preostale debeline oblikovane pene pod obremenitvijo z:
- sila vdolbine IF v newtonih za definirano vdolbino premika
- premik vdolbine ID v milimetrih za definirano silo vdolbine.
Preskušanje prožnih celičastih pen je v različnih avtomobilskih standardih opisano v različnih oblikah. Daimler in BMW uporabljata DIN; zaporedje VW temelji na DIN, vendar vsebuje dodatne opise metod.
Za razliko od standarda ISO 2439, DIN 53579 določa le metodologijo preskušanja, ne pa tudi parametrov preskušanjano test parameters. O teh se je treba dogovoriti s proizvajalci. Metoda vtiskovanja je podobna načelu, določenemu v standardu ISO 2439; razmerja do značilnosti iz preskusov v drugih standardih (npr. ISO 2439, ISO 3386-1, ISO 3386-2) morda ni mogoče ugotoviti. Na ravni ISO ni standardizacije, postopek za končne dele pa opisuje tudi ASTM D3574 preskus B2.
Preskusno zaporedje je sestavljeno iz treh ciklov prednapetosti, ki se izvajajo z bistveno večjo razdaljo vtiska kot merilni cikel. Ničelna točka poti po uporabi prednapetosti velja za vse 3 cikle. Pred četrto obremenitvijo (merilnim ciklom) je treba ponovno uporabiti dogovorjeno prednapetost in
merilno napravo za razdaljo vdolbine nastaviti na nič.



Vzorci v skladu z DIN 53579 so oblikovani deli v trenutni obliki. Za vsako izvedbo različice obstaja posebna podkonstrukcija (vložek kalupa), ki drži vzorec.
Različne zasnove oblikovanih delov, ki jih je treba preskušati, in raznolikost zahtev v praksi pogosto povzročijo, da je treba vtiskovala prilagoditi zadevni situaciji preskušanja. DIN 53579 omogoča izbiro treh različnih oblik v različnih velikostih, ki so se izkazale v praksi.
- Krožno, ploščato vtiskovalo
- Sferično/polkrogo vtiskovalo
- Krožno, konveksno ukrivljeno vtiskovalo
Poleg standardnega vtiskovala ponuja ZwickRoell široko paleto specializiranih vtiskoval. Zahtevajte posvet


Preskusni stroj za preskušanje pene po DIN 53579
Naš preskusni stroj cLine je specializiran za preskušanje velikih in majhnih oblikovanih pen in je na voljo v dveh različicah z nosilnostjo Fmax 5 kN ali 10 kN:
- Zasnova v obliki črke C za enostaven dostop s treh strani
- Zgibne mizne lopute (1000 x 1450 mm) za preskušanje sedežev
- Drsna miza za preskušanje vzmetnic (1000 x 2000 mm), s katero je mogoče vzmetnico enostavno premakniti v želeni položaj za preskušanje
- Stranske podporne plošče na tem stroju je mogoče zložiti navzdol za preskušanje manjših oblikovanih delov ali za natezno preskušanje



Pregled vseh standardov, ki se uporabljajo za določanje trdote po vtisku na fleksibilni peni
| Trdota po vtisku na standardnem vzorcu | ||||
|
|
| ||
| Trdota vdolbine na oblikovani peni | ||||
| ||||
|
|
|
|
|
|
|
|
| |

Izkoristite vodilno programsko opremo za preskušanje materialov
Z našo programsko opremo za preskušanje testXpert imate dostop do celotne knjižnice preskušanj, ki zajema vse ustrezne standarde DIN, ISO in ASTM za preskušanje fleksibilne pene. Poleg tega ZwickRoell ponuja številne standardne preskusne stroje, ki ustrezajo tovarniškim standardom avtomobilskih proizvajalcev, kot so Volkswagen Group, Daimler Chrysler, BMW, GM, PSA Group, Ford in druga priznana podjetja.
Preskusna programska oprema ZwickRoell testXpert ponuja:
- Preprosto delovanje: začnite s preskušanjem takoj in bodite testXpert, hkrati pa ohranite največjo varnost.
- Zanesljivo in učinkovito preskušanje: izkoristite zanesljive rezultate preskusov in največjo učinkovitost preskušanja.
- Prilagodljiva integracija: testXpert je optimalna rešitev za vse vaše aplikacije in procese – preprosto povedano, učinkovitejši potek dela.
- Dizajn, odporen na prihodnost: programska oprema za preskušanje za celoten življenjski cikel, pripravljena za vaše prihodnje preskusne naloge!


