ASTM D256: Zarezna udarna trdnost plastike z Izodovim preskusom
Zarezni Izodov udarni preskus v skladu z ASTM D256 je ena najpomembnejših preskusnih metod za določanje udarne trdnosti plastike. V praksi veliko preskusov ne uspe zaradi neustrezne priprave vzorca, nepravilne poravnave ali neprimernih preskusnih sistemov.
S kladivom za preskušanje udarne žilavosti, ki so skladni s standardi, je mogoče zanesljivo izpolniti zahteve standarda ASTM in pridobiti obnovljive rezultate preskusov za primerjavo materialov, zagotavljanje kakovosti in razvoj materialov.
Pogosti viri napak Preskusni postopek Aplikacije Pogosta vprašanja o ASTM D256 Prenosi Brezplačen posvet

ASTM D256 Zarezana Izodova udarna trdnost: Ključne točke
- V praksi mnogi preskusi ne uspejo zaradi nenatančne priprave vzorca, nepravilne poravnave ali neprimernih preskusnih sistemov.
- Metode preskušanja, ki so skladne s standardi in nadzorovanimi pogoji preskušanja, so bistvene za obnovljive rezultate preskušanj.
- Pri velikih količinah preskusov dejavniki, povezani z operaterjem in ročnim rokovanjem, vodijo do dodatne variabilnosti, daljših časov preskusov in povečanih stroškov dela.
- Uporaba ustreznih kladiv za preskušanje udarne žilavosti za plastiko lahko pomaga preprečiti tipične vire napak in doseči dosledne rezultate.
- Ta preskus se uporablja na področjih, kot so razvoj materialov, zagotavljanje kakovosti in pregled vhodnega blaga.
- Programska oprema za preskušanje testXpert omogoča centralizirano ocenjevanje, integracijo v obstoječe sisteme (ERP/LIMS) in zgodnje odkrivanje odstopanj.
ASTM D256 v praksi: Pogosti viri napak in njihov vpliv na rezultate preskusov
V praksi so nezanesljivi ali neprimerljivi rezultati udarnih preskusov z zarezo, izvedenih v skladu z ASTM D256, pogosto posledica odstopanj v preskusnem postopku ali od standardnih zahtev. Že manjše napake pri pripravi vzorca, nastavitvi preskusa ali pogojih preskusa lahko bistveno vplivajo na izmerjeno udarno trdnost.
Tipični vzroki in njihovi učinki so:
- Neustrezna ali nepravilna priprava vzorca: Že manjše netočnosti v postopku rezanja zarez (geometrija, globina, položaj), ki jih povzročajo različna rezalna orodja ali metode, ter slaba kakovost zareze (npr. zareze, razpoke), spremenijo koncentracijo napetosti na zarezi. Posledično se lahko izmerjena udarna trdnost z zarezo znatno razlikuje od dejanskega obnašanja materiala.
- Odstopanja v dimenzijah vzorca in geometriji zareze: Dimenzije ali geometrije, ki niso skladne s standardi, povzročijo rezultate, ki niso več primerljivi z določenimi vrednostmi ali drugimi preskusi.
- Napake pri ravnanju z vzorci: Zamude med odstranitvijo Izodovega vzorca iz temperaturne komore in preskušanjem (ASTM D256 zahteva največ 5 sekund) lahko povzročijo izgubo temperature in netočnost rezultatov preskusa.
- Nenatančna poravnava in vpenjanje vzorcev: Če vzorec ni natančno nameščen ali če se uporabijo različne sile vpenjanja, se vedenje pri lomu spremeni. To povzroči večje razlike v rezultatih preskusov.
- Neprimerna izbira nihalnega kladiva: Nihalno kladivo z neprimerno energijsko zmogljivostjo (energija udarca ne sme presegati 85 % energijske zmogljivosti) ali tisto, ki deluje zunaj optimalnega merilnega območja, lahko zmanjša natančnost rezultatov.
- Neupoštevanje izgub energije zunaj preskusnega vzorca: Metoda merjenja predpostavlja, da se vse izgube energije pripišejo vzorcu. Zunanje izgube energije (npr. zaradi trenja ali vibracij) popačijo rezultate, če se ne zmanjšajo na minimum ali popravijo.
- Neustrezna korekcija izgub zaradi trenja: Trenje zraka in trenje na ležajnih točkah nihalnega kladiva povzročata neizogibne izgube energije. Če se te ne umerjajo, preverjajo in pravilno pripisujejo ustreznemu nihalnemu kladivu, se bodo pojavile sistematične napake.
- Nezadostna masa ali nestabilna namestitev preskusnega instrumenta: Če kladivo za preskušanje udarne žilavosti ni dovolj težko ali ni brez vibracij (npr. na nestabilni laboratorijski mizi), lahko vibracije in premiki med preskusom povzročijo dodatne izgube energije in s tem napačne rezultate.
Za ponovljive in primerljive rezultate je zato ključnega pomena, da se preskus izvede strogo v skladu s standardi, hkrati pa se čim bolj zmanjša vpliv operaterja – od priprave vzorca in izbire preskusnega sistema do stabilnih preskusnih pogojev.

Preskus deluje takole:
Nihalno kladivo je sestavljeno iz nihalne palice z udarnim telesom in je nameščeno na ležaju z nizkim trenjem. Med preskusom nihalno kladivo udari z določeno količino energije ob zarezan vzorec, ki je vpet na enem koncu. Del kinetične energije absorbira material, tako da nihalno kladivo po udarcu skozi vzorec ne doseže več prvotne višine padca. Absorbirana energija udarca se določi iz razlike med višino padca in višino dviga.
Vzorec je vpet navpično tako, da se zareza nahaja natančno na območju največjega upogibnega momenta. Nadzorovana vpenjalna sila – na primer z uporabo pnevmatskih vpenjalnih sistemov – pomembno prispeva k obnovljivim rezultatom preskusov.




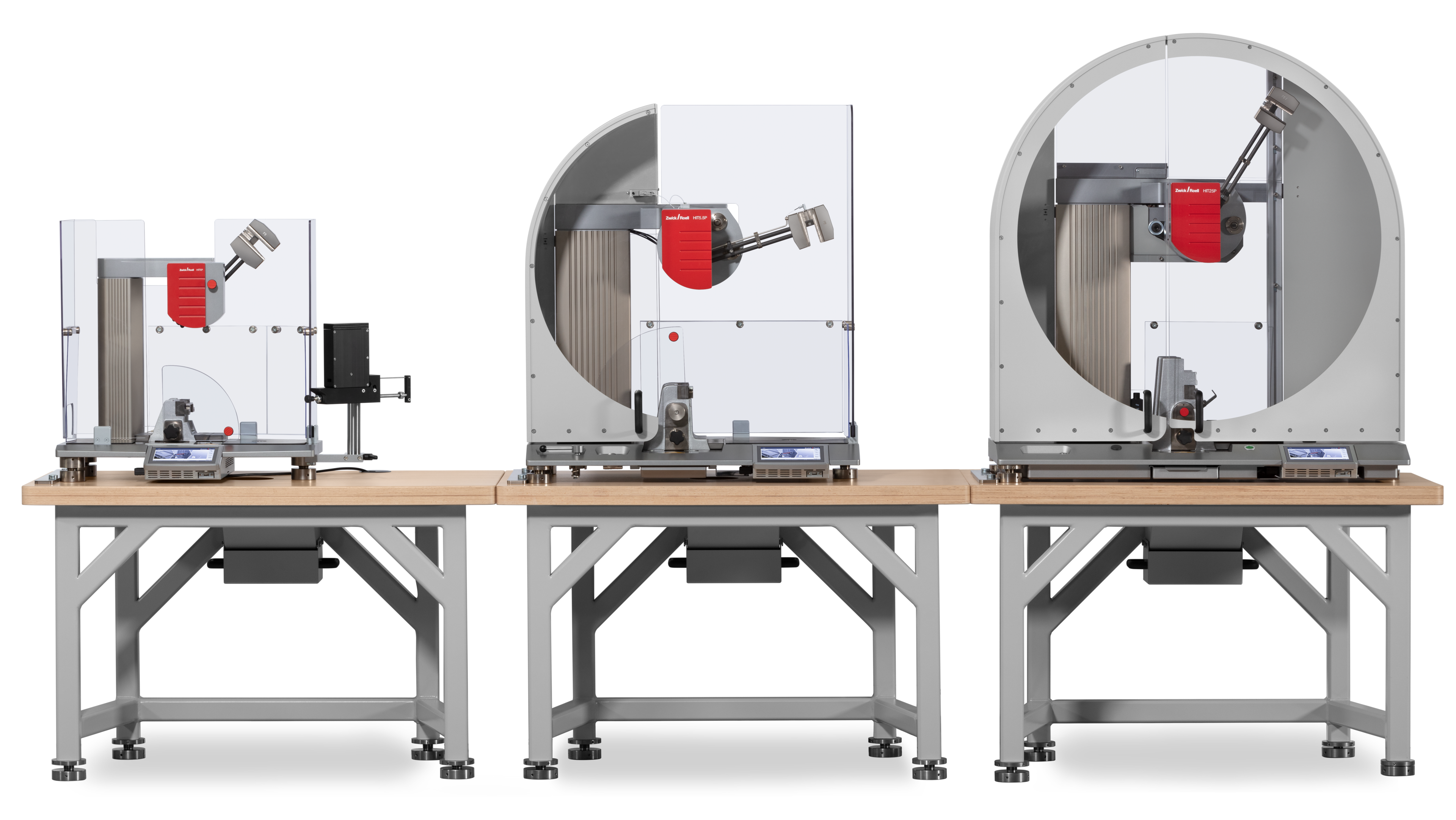
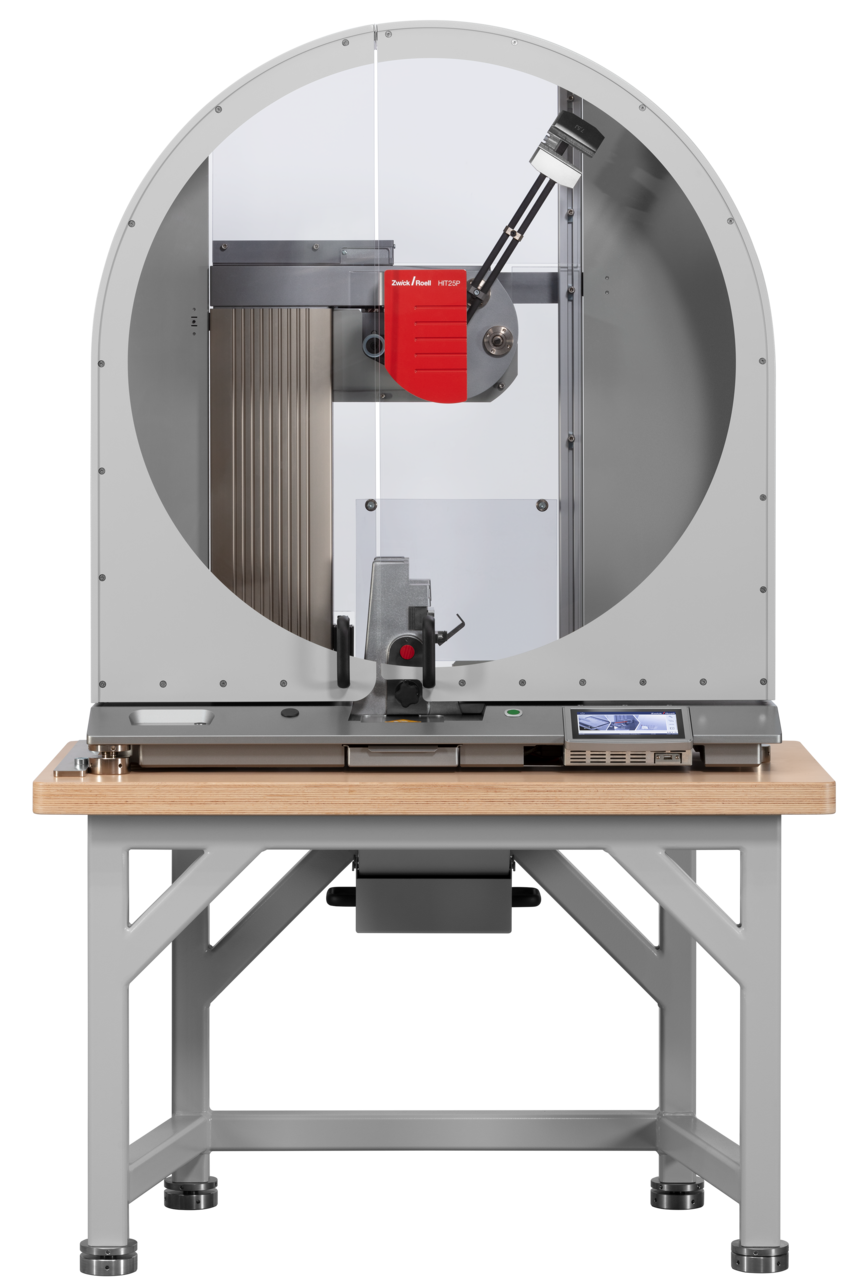
ZwickRoell kladiva za preskušanje udarne žilavosti za plastiko se lahko uporabljajo za Izodov udarni preskus v skladu z ASTM D256.
Izodova kladiva za preskušanje udarne žilavosti imajo dve vrsti udarnih blokov, ki omogočajo ročno, natančno vpenjanje ali pnevmatsko, hitro vpenjanje, kar zagotavlja varno in obnovljivo pritrditev najrazličnejših vzorcev – tudi tistih iz materialov, občutljivih na vpenjalne sile. Centrirne naprave in hitro zamenljivi vložki zagotavljajo natančno poravnavo vsakega vzorca in zanesljivo ter skladno s standardi preskušanje tudi temperaturno nadzorovanih in na spone občutljivih materialov.
Standardno nihalno kladivo po standardu ASTM D256 ima potencialno energijo 2,75 J pri višini padca 610 ±2 mm. Dodatne velikosti kladiva se dobijo s podvojitvijo začetne potencialne energije pri enaki višini padca. To pomeni hitrost udarca približno 3,46 m/s. Za preskuse, ki so skladni s standardom, se izbere najlažje nihalno kladivo, katerega energijska zmogljivost zadostuje za meritev.
Za zagotovitev zanesljivih rezultatov preskusov je treba čim bolj zmanjšati zunanje vplive, kot so izgube zaradi trenja ali vibracij. Visokokakovostna kladiva za preskušanje udarne žilavosti so zato ustrezno umerjena in zasnovana tako, da zmanjšajo izgube energije. Sodobni sistemi, kot so ZwickRoellova kladiva za preskušanje udarne žilavosti, uporabljajo na primer posebej toga in lahka dvojna nihala, izdelana iz enosmernih ogljikovih materialov, ki imajo zelo majhno maso in hkrati ponujajo optimalno togost, kar zmanjšuje vibracije in povečuje natančnost meritev.

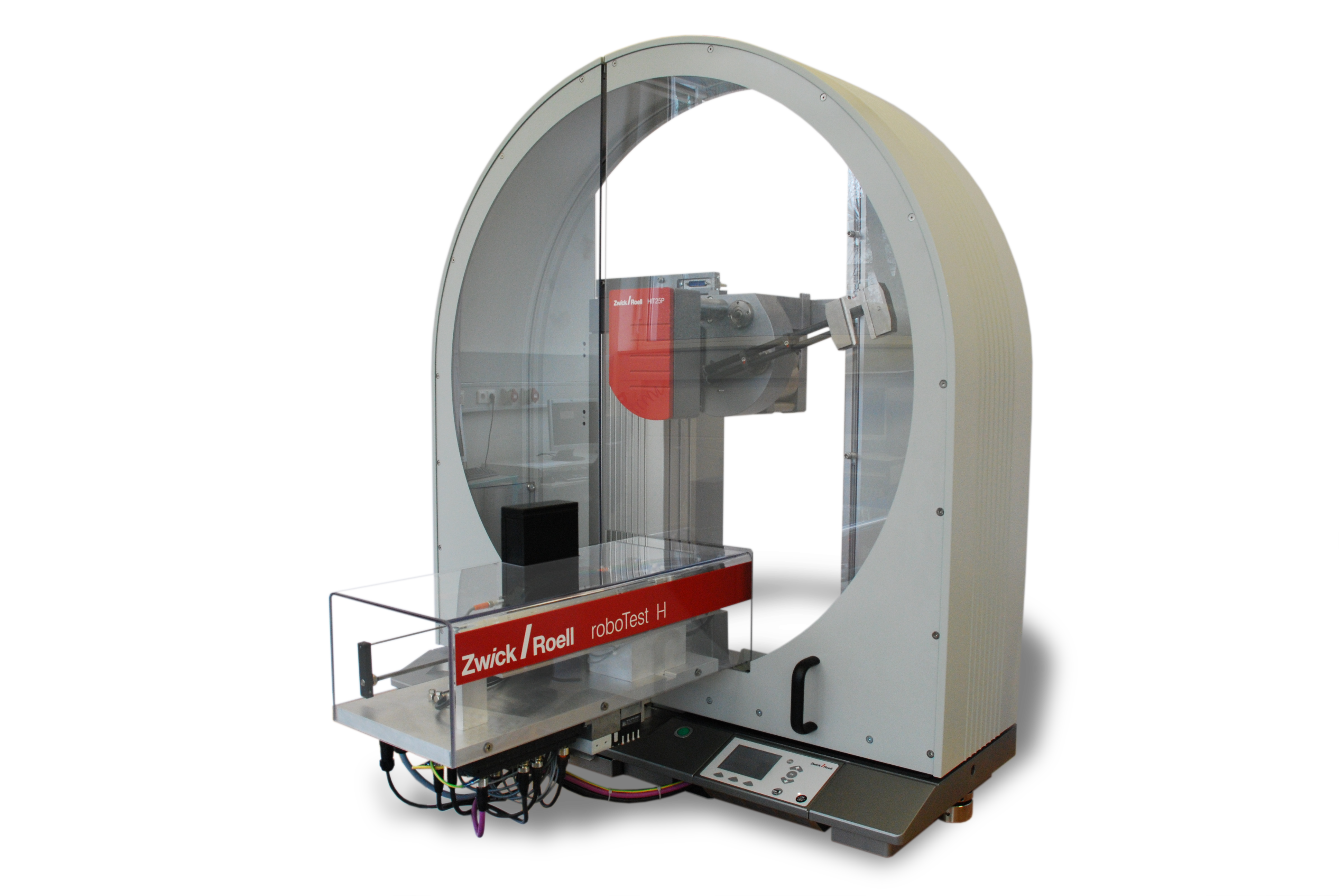
Poleg teh dejavnikov, povezanih z opremo, ima vpliv operaterja pomemben vpliv na obnovljivost in učinkovitost preskusnih procesov v praksi. Še posebej pri delu z velikimi količinami ali ponavljajočimi se preskusnimi nalogami ročno rokovanje vodi do dodatnih odstopanj, daljših časov preskušanja in povečanih stroškov dela. ZwickRoellov robotski preskusni sistem roboTest H obvladuje samodejno podajanje, nadzor temperature in pozicioniranje vzorcev, s čimer zagotavlja dosledne pogoje preskušanja in znatno zmanjšuje vpliv operaterja.


Ali želite avtomatizirati preskuse ASTM D256 in optimizirati svoje procese?
Naši robotski preskusni sistemi omogočajo popolnoma avtomatizirano udarno preskušanje Izod – kar zagotavlja dosledne preskusne pogoje, manjše variacije in učinkovito serijsko preskušanje brez ročnega posredovanja.
Naši strokovnjaki za avtomatizacijo so vam na voljo za nasvet!
Videoposnetek: Kladiva za preskušanje udarne žilavosti za plastično preskušanje
ZwickRoellova kladiva za preskušanje udarne žilavosti serije HIT za industrijo plastike ponujajo visoko natančno in stroškovno učinkovito rešitev. Kladiva za preskušanje udarne žilavosti so na voljo od 5 do 50 joulov in omogočajo ne le standardno skladno zmogljivost ASTM D256 Izod odpornosti na udarce z nihalom, temveč tudi Charpy, Dynstat in natezne udarne preskuse v skladu z ASTM, ISO in DIN.

Primeri uporabe: Uporaba preskusne metode po ASTM D256
Tipične uporabe zareznega Izodovega udarnega preskusa v skladu z ASTM D256 vključujejo situacije, ko so toge plastike izpostavljene udarnim obremenitvam ali kjer je treba zanesljivo oceniti njihovo mehansko robustnost. Preskus zagotavlja primerljive meritve učinkovitosti, ki se uporabljajo pri razvoju, zagotavljanju kakovosti in odobritvi materialov.
Tipične uporabe preskusne metode vključujejo:
- Primerjava materialov pri razvoju materialov: Različne polimerne materiale, spojine ali formulacije je mogoče primerjati glede na njihovo Izodovo udarno trdnost. To omogoča, da se materiali posebej izberejo ali optimizirajo za aplikacije, ki vključujejo povečane mehanske obremenitve.
- Zagotavljanje kakovosti v proizvodnji: V serijski proizvodnji se za spremljanje doslednih lastnosti materialov uporablja preskus ASTM D256. Odstopanja v surovinah, predelavi ali serijah je mogoče odkriti že zgodaj.
- Vhodni pregled blaga iz plastike: Pri preskušanju granul ali polizdelkov se zagotovi, da dobavljeni materiali izpolnjujejo zahtevane mehanske lastnosti.
- Preskušanje komponent in izvlečenih vzorcev: Vzorce je mogoče izvleči neposredno iz končnih delov ali brizganih delov, da se preverijo dejanske lastnosti materiala znotraj komponente.
- Vrednotenje staranja in vplivov okolja: Primerjalni preskusi omogočajo analizo sprememb Izodove udarne trdnosti, na primer po temperaturni obremenitvi, stiku z mediji ali izpostavljenosti UV-žarkom.

Optimalna integracija preskusa z ASTM D256 prek naše programske opreme za preskušanje testXpert
Ena rešitev programske opreme za preskušanje za vse: preskušanje udarne trdnosti po ASTM D256, natezno preskušanje, upogibno preskušanje, preskušanje pretoka taline. In vse podatke je mogoče ovrednotiti skupaj.
- Številne možnosti uvoza in izvoza zagotovijo idealno integracijo testXpert in ASTM D256 udarnega preskušanja v vaše procese. Programska oprema za preskušanje samodejno bere podatke v in iz drugih sistemov, na primer lastnega ERP ali LIMS vašega podjetja.
- Merjenje dimenzij vzorca po ASTM D256 je integrirano: Med meritvijo se preostala širina, višina in širina vzorca prenesejo iz merilne naprave v testXpert s pritiskom na gumb.
- Vse karakteristične vrednosti, pridobljene s preskusom udarne trdnosti po ASTM D256, nateznim preskusom, upogibnim preskusom in preskusom pretoka taline, so shranjene skupaj v eni podatkovni bazi. Preskusne podatke je enostavno najti, oceniti in reproducirati – v vseh aplikacijah. Dostop je preprost prek spletnega brskalnika s katere koli lokacije, ki vam ustreza.
- Naša funkcija Trend Analysis zagotavlja diagram statističnega nadzora procesov (SPC), ki vam omogoča pravočasno odkrivanje možnih odstopanj od specifikacij kakovosti.
Pogosta vprašanja o Izod udarni trdnosti po ASTM D256
Običajni udarni preskus po Charpy ali Izod meri udarno energijo, ki jo oddaja nihalno kladivo, ko udari skozi vzorec. To energijo je mogoče enostavno določiti iz razlike med višino sproščanja nihalnega kladiva in višino njegovega dviga po udarcu. V standardih ISO je udarna energija povezana s površino preseka vzorca in podana v [kJ/m²], medtem ko je v standardih ASTM običajno, da se ta energija poveže z debelino vzorca, da se pokaže vrednost udarne trdnosti, na primer v [ft lbf/in].
Zarezni Izodov udarni preskus po standardu ASTM D256 ustvari karakteristične vrednosti za udarno odpornost in občutljivost na zareze pri visokih hitrostih deformacije v obliki energijske vrednosti, povezane z debelino. Poleg tega se uporabljajo:
- ASTM D4812: Izodova preskusna metoda za merjenje udarne trdnosti nezarezanih vzorcev
- ASTM D4508: Izodova preskusna metoda za merjenje majhnih vzorcev (Chip udar), ki je ekvivalent udarnega preskusa Dynstat po standardu DIN 53435.
- ISO 180: Opisuje Izodov udarni preskus za določanje udarne in zarezne udarne trdnosti plastike. Zagotavlja karakteristične vrednosti za udarno trdnost pri visokih deformacijskih stopnjah v obliki vrednosti, povezane s prerezom.
Obe preskusni metodi označujeta udarno trdnost plastičnega materiala. Izod preskusna metoda, pri kateri je vzorec nameščen navpično, se običajno uporablja vstandardih ASTM Metoda Charpy, ki uporablja tritočkovno upogibanje, je prednostna metoda v standardih ISO.
Obe metodi se uporabljata za merjenje zarezne udarne trdnosti, pri čemer se zarezni vzorec udari tako, da je zareza v nateznem območju upogibanja, ki ga povzroči udarec. Pri Izodovem preskusu je to natezno območje na udarni strani nihalnega kladiva, pri Charpyjevem preskusu pa na nasprotni strani.
Charpyjeva metoda ponuja številne prednosti pri preskušanju pri nizkih temperaturah, saj so točke stika vzorca v kladivu za preskušanje udarne žilavosti relativno daleč od točke, na katero udari nihalno kladivo. Na ta način podpore v ustreznem območju ne vplivajo na temperaturo ali jo umaknejo, vzorce pa je mogoče preprosto hraniti iz temperaturno nadzorovane škatle.


Zarezni Izodov udarni preskus po standardu ASTM D256 se uporablja pri vseh plastičnih materialih za karakterizacijo obnašanja, ki je posledica udarnih napetosti. Upogibna udarna napetost se z robnim udarcem nanese na narezan vzorec, ki ga primemo na eni strani. Rezultat je predstavljen kot absorpcija energije vzorca, povezana z debelino.
Ta standard podpira različne postopke, velikosti zarez in razporeditev zarez za preskušanje občutljivosti polimernega materiala na zareze.
- Metoda A se uporablja za plastiko z zarezno Izodovo udarno trdnostjo, večjo ali enako 27 J/m. V tem primeru se uporablja polmer zareze 0,25 mm. Rezultat se izračuna neposredno iz višine dviga nihalnega kladiva po udarcu.
- Metoda C se uporablja za zelo krhke plastične materiale z zarezno Izodovo udarno trdnostjo manj kot 27 J/m. Ustreza metodi A, vendar se izmerjena udarna energija popravi s količino izračunanega centrifugalnega dela vzorca.
- Metoda D se uporablja za karakterizacijo občutljivosti polimernega materiala na zareze. Tu se udarna trdnost z zarezo izmeri na vzorcih z različnimi polmeri zareze, občutljivost zareze pa se izračuna kot linearni gradient nad polmerom zareze.
- Metoda E se uporablja za oceno udarne trdnosti na nezarezanih vzorcih. Pri tej metodi se vzorec obrne za 180°, tako da je zareza pri udarcu nameščena nasproti smeri. Rezultat je le pogojno primerljiv s preskusom nerazrezanega vzorca.
Zunanje dimenzije vzorcev po standardu ASTM D256 so določene na dolžino 63,5 mm in višino 12,5 mm. Širina brizganih vzorcev je lahko med 3,0 mm in 12,5 mm, pri čemer se običajno uporabljajo vzorci širine 3,2 mm ali 6,35 mm.
Natančne podrobnosti lahko najdete v specifikacijah materiala, ki se preskuša, ali pa jih je treba uskladiti med vpletenimi stranmi. Za vzorce, ki so strojno obdelani iz komponent, debelina stene komponente običajno določa širino. Vzorci, vzeti iz tanjših debelin sten, se preskušajo z udarnim preskusom do ASTM D1822.
Ker metoda opisuje merjenje udarne trdnosti z zarezo, je treba vzorec zarezati.
- Pri pogosto uporabljeni metodi A se v vzorec izreže zareza s polmerom 0,25 mm in kotom 45°, tako da na dnu zareze ostane višina 10,16 mm.
- Če je treba občutljivost zareze izmeriti v skladu z metodo D, je treba vzorce pripraviti z različnimi polmeri zarez. Poleg standardne zareze po metodi A so vzorci obdelani z radijem zareze 1,0 mm.

