
ASTM D256 缺口 Izod 衝擊強度:關鍵要點
- 在實務中,許多測試皆因試樣製備不當、未正確對齊或因測試系統不合適而失敗。
- 符合標準的測試方法與受控的測試條件是使測試結果具有可再現性的必要條件。
- 當測試量較大時,因人工操作與手動處理所帶來的操作人員相關因素,往往會導致額外的測試變異性、較長的測試時間,以及更高的人力成本。
- 使用適合的塑膠材料專用擺錘衝擊試驗機可有效避免常見的誤差來源,並獲得穩定且一致的測試結果。
- 此測試適用於材料開發、品質保證及進料檢驗等領域。
- 透過 testXpert 測試軟體,可實現測試結果的集中評估、並整合至現有系統(ERP / LIMS),同時協助及早偵測出偏差。
ASTM D256 實務應用:常見誤差來源及其對試驗結果的影響
在實務中,依 ASTM D256 進行的缺口 Izod 衝擊試驗,常因試驗流程或標準要求的偏差而導致結果不可靠或無法比對。即使是試樣製備、試驗配置或試驗條件上的些微誤差,也可能對量測到的衝擊強度產生顯著影響。
常見原因及其影響包括:
- 試樣製備不足或不當製備:即使是在缺口切割過程中由不同切割工具或方法所造成的微小誤差(幾何形狀、深度、位置),或是缺口品質不佳(例如毛刺、裂紋),都會改變缺口處的應力集中狀況。因此,所測得的缺口衝擊強度可能會與實際的材料行為之間有顯著偏差。
- 試樣尺寸與缺口幾何形狀的偏差:當尺寸或幾何形狀不符合標準時,所產生的測試結果也無法與標準值或其他測試的結果進行比對。
- 試樣處理錯誤:將 Izod 試樣從溫箱中取出至開始進行測試之間的時間延遲(ASTM D256 要求不得超過 5 秒)可能會導致溫度流失,進而使測試結果不準確。
- 試樣對中與夾持不準確:若試樣未精準定位,或各次測試施加的夾持力不同,斷裂行為將隨之改變,進而導致測試結果的變異性增加。
- 擺錘錘頭選擇不當:若擺錘錘頭的能量容量選擇不合適(衝擊能量不得超過能量容量的 85%),或擺錘使用時超出最佳量測範圍,皆可能影響結果的準確性。
- 未將試樣以外的能量損失納入考量:此測量方法是假設所有能量損失皆來自於試樣本身。然而,外部能量損失(例如由摩擦或振動所造成的能量消耗)若未予以有效降低或加以修正,亦將導致測試結果失真。
- 摩擦損失修正不足:擺錘運動時所產生的空氣阻力以及擺錘軸承處的摩擦,皆會造成不可避免的能量損失。若未針對這些損失進行定期校正與檢查,並正確歸屬至對應的擺錘錘頭,將會產生系統性的測試誤差。
- 測試設備重量不足或安裝定位不穩定:若擺錘衝擊試驗機的重量不足,或未置於無振動的穩定環境中(例如放置在不穩固的實驗桌上),則測試過程所產生的振動與位移會造成額外的能量損失,進而導致測試結果產生誤差。
為了獲得具可再現性與可比性的測試結果,除了必須嚴格遵守標準進行測試外,也須將操作人員的影響降至最低 — 從試樣製備、測試系統的選擇,到確保穩定的測試條件,皆不可忽視。





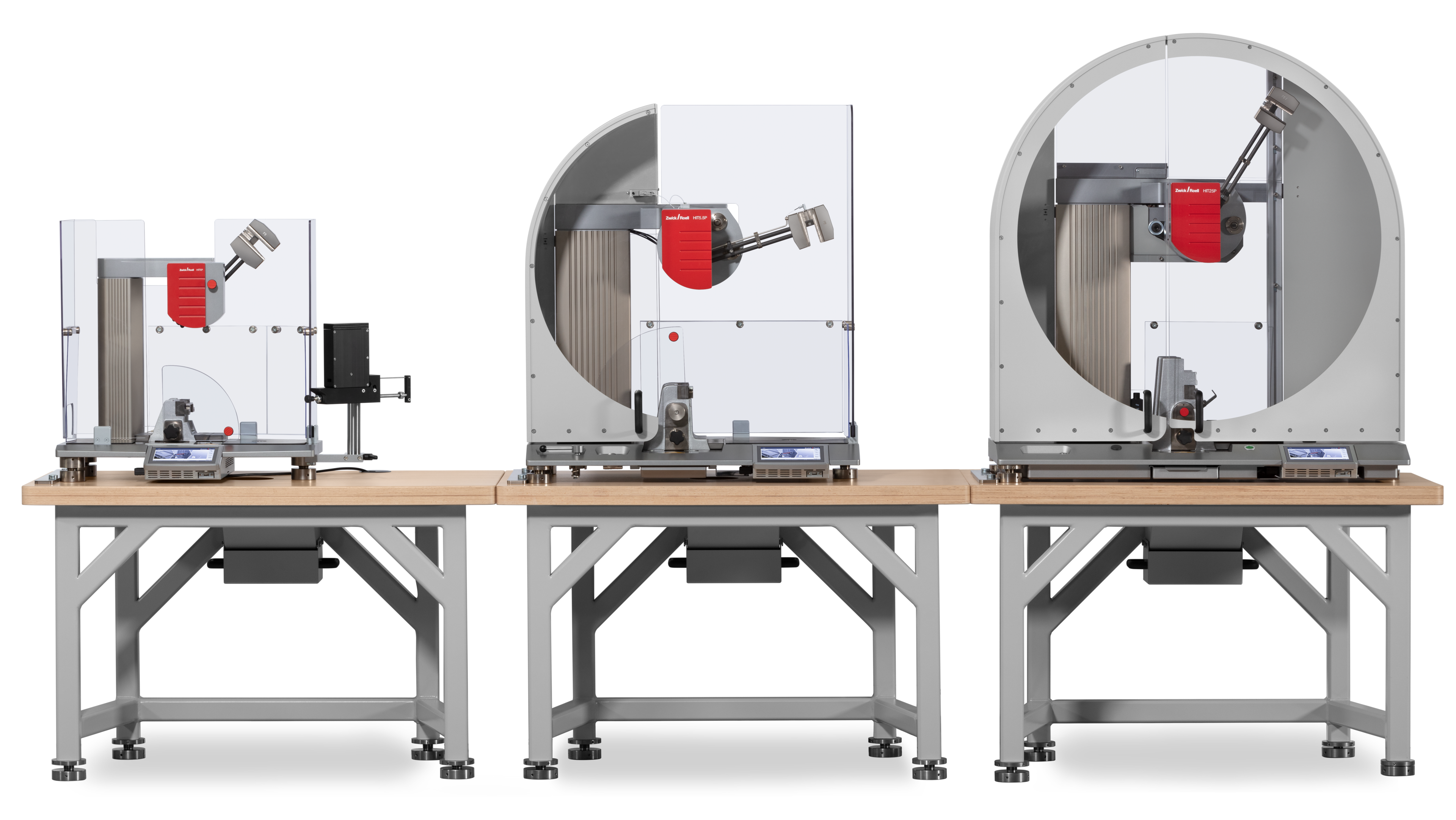
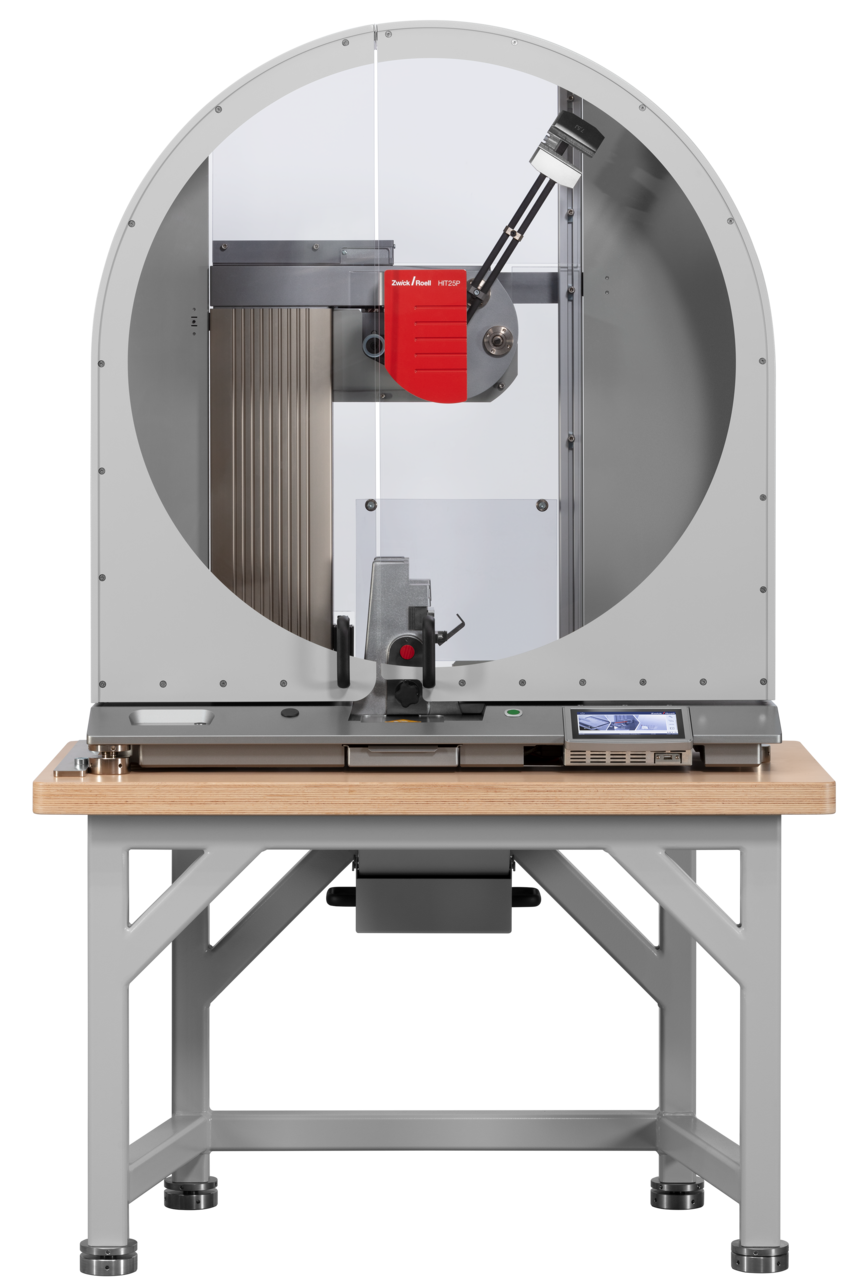
ZwickRoell 適用於塑膠的擺錘衝擊試驗機可依 ASTM D256 標準進行 Izod 衝擊試驗。
Izod 擺錘式衝擊試驗機配備兩種衝擊座,可選擇手動且高精度的夾持方式,或氣動快速夾持方式,即使是對夾持力敏感的材料,也能確保各式試樣安全且具高度再現性地固定。對中裝置與快速更換插入件可確保每一支試樣皆精準置中,即使是溫控條件下或對夾持力敏感的材料,也能依標準可靠地進行試驗。
符合 ASTM D256 的標準擺錘鎚在落下高度 610 ±2 mm 時,其位能為 2.75 J。其他尺寸的擺錘鎚則可在相同落下高度下,透過將初始位能倍增來取得。由此產生的衝擊速度約 3.46 公尺/秒。為符合標準規範進行試驗,會選用能量足以完成量測之前提下,質量最輕的擺錘。
為確保試驗結果的可靠性,必須將外部影響如摩擦或振動造成的能量損失等降至最低。因此,高品質的擺錘式衝擊試驗機皆需經過相應校正,並在設計上致力於將能量損失最小化。例如 ZwickRoell 的擺錘式衝擊試驗機等現代系統,採用特別高剛性且輕量化的雙桿式擺錘,其由單向碳纖維材料製成,具備極低質量與優異剛性,可有效降低振動並提升量測準確度。

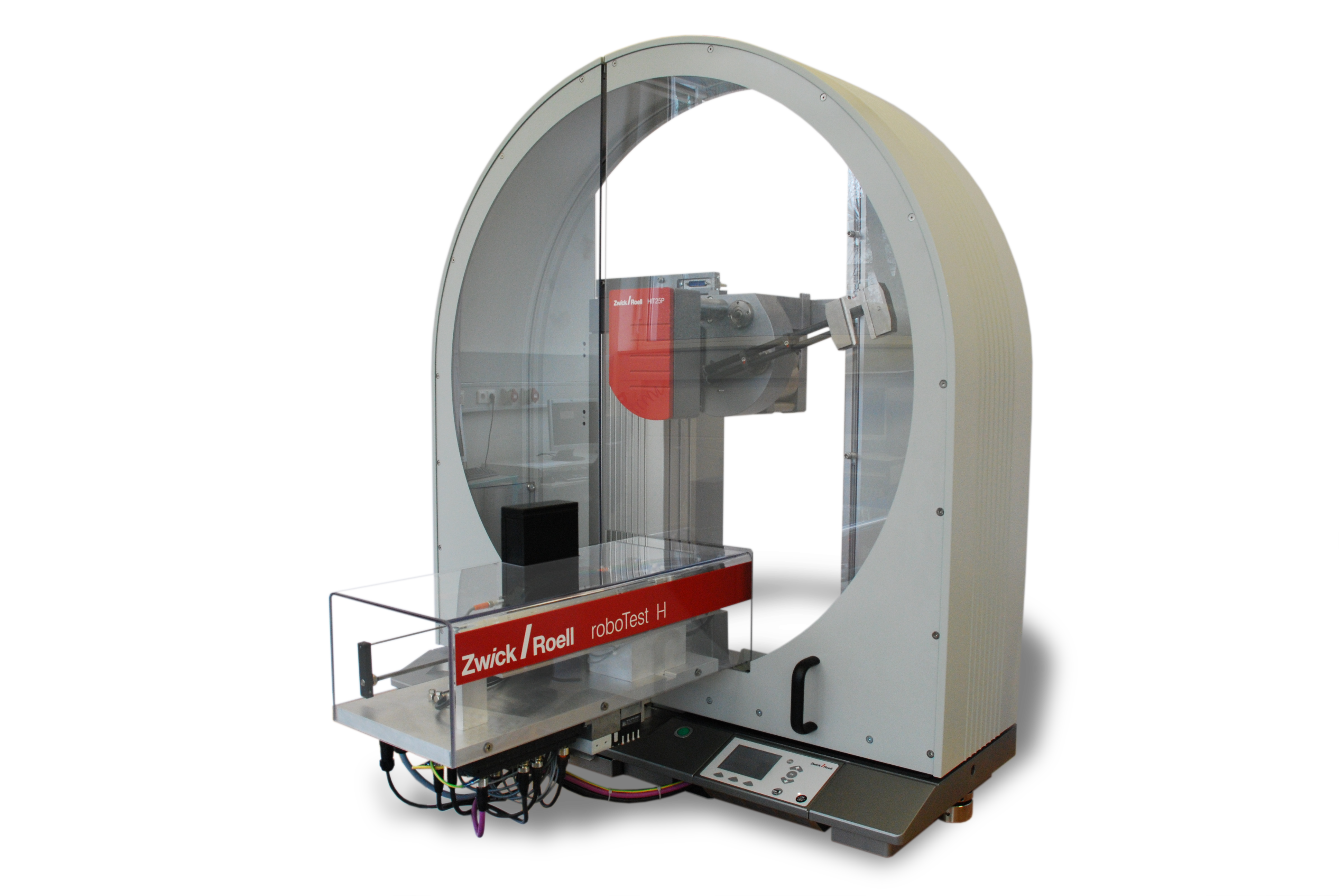
除了設備相關因素之外,操作人員的影響在實務中對試驗流程的再現性與效率具有顯著影響。特別是在處理大量試樣或重複性的試驗任務時,人工操作容易導致額外的變異、較長的試驗時間,以及更高的人力成本。ZwickRoell 自動測試系統 roboTest H可自動完成試樣進料、溫度控制與定位,確保一致的試驗條件,並大幅降低操作人員因素對試驗結果的影響。


影片: 用於塑膠測試的擺錘衝擊試驗機
ZwickRoell HIT 系列用於塑膠產業的擺錘衝擊試驗機提供高精度且符合成本效益的解決方案。 擺錘衝擊試驗機的範圍為 5 至 50 焦耳,不僅能夠符合 ASTM D256 抗懸臂擺錘式衝擊標準的性能,還可以根據 ASTM、ISO 和 DIN 標準進行夏比、Dynstat 和拉伸衝擊測試。

應用案例:ASTM D256 試驗方法的應用範例
根據 ASTM D256 進行的的 Izod 缺口衝擊測試,其典型應用情境包括評估剛性塑膠承受衝擊負載的能力,或對其機械耐用性進行可靠的評估。此測試提供具有可比性的性能指標,而這些指標可廣泛應用於產品開發、品質保證及材料核准等流程中。
此試驗方法的典型應用包括:
- 材料開發過程中的材料比較:可針對不同的聚合物材料、複合材料或配方進行 Izod 衝擊強度的比較。這有助於針對承受較高機械應力的應用情境,進行材料的選擇或優化。
- 生產過程中的品質保證:在量產階段,ASTM D256 測試可用於監控材料性質的一致性,以便及早發現原料、加工製程或批次之間的偏差。
- 塑膠的進貨檢驗:透過對顆粒料或半成品進行測試,可確保交付的材料符合規定的機械性能要求。
- 成品與取樣試件的測試:試樣可直接從最終成品零件或射出成型零件中取樣製作,以驗證組件內部的實際材料所具備的性能。
- 老化與環境影響的評估:透過比較試驗,可分析 Izod 衝擊強度的變化情形,例如在經歷溫度應力、介質接觸或紫外線曝露之後的影響。

使用 testXpert 軟體實現 ASTM D256 的最佳測試整合
測試軟體的全方位解決方案:符合 ASTM D256 的衝擊強度測試、拉伸測試、彎曲測試、熔體流動測試。 所有數據都能一起評估。
- 多種匯入及匯出可能性確保 testXpert 和 ASTM D256 將衝擊測試完美整合至您的製程。 這套測試軟體能自動將數據讀入其他系統,以及從其他系統讀出數據,例如公司的 ERP 或 LIMS 系統。
- 整合了 ASTM D256 試樣尺寸測量: 測量時,只需要按一下按鈕,試樣的剩餘寬度、高度和寬度就會從測量裝置傳送至 testXpert。
- 根據 ASTM D256 執行的衝擊強度測試、拉伸測試、彎曲測試和熔體流動測試等測得的所有特徵值皆儲存在同一個資料庫內, 所有產業應用的測試數據都能被輕鬆找到、評估以及再現。 透過網路瀏覽器輕鬆從您認為方便的任何位置取得數據。
- 我們的趨勢分析功能可製作出統計製程管制(SPC)圖,讓您能快速偵測出品質規格可能出現的變動。
關於依據 ASTM D256 進行 Izod 衝擊強度測試的常見問題
傳統的 Charpy 衝擊試驗或 Izod 衝擊試驗皆是藉由測量擺錘衝擊試樣時所釋放的衝擊能量,來評估材料的衝擊性能。此能量可以輕易地透過擺錘釋放高度與撞擊後上升高度之間的差異來測定。在 ISO 標準中,衝擊能量與試樣的橫截面積有關,以 [kJ/m²] 為單位,而在 ASTM 標準中,通常將該能量與試樣的厚度相聯,以表示衝擊強度數值,(例如以 [ft lbf/in] 為單位)。
依據 ASTM D256 進行的缺口 Izod 衝擊試驗,可在高應變速率下產生用於評估材料抗衝擊性與缺口敏感性的特徵值,這些數值以與厚度相關的能量值形式呈現。此外,亦採用下列標準:
- ASTM D4812: 一種用於測量無缺口試樣衝擊強度的 Izod 衝擊試驗方法
- ASTM D4508:一種用於測量小型試片(薄片衝擊)的 Izod 測試方法,它與符合 DIN 53435 的 Dynstat 彎曲衝擊測試相互對應。
- ISO 180:說明了用於測定塑膠材料衝擊強度與缺口衝擊強度的 Izod 衝擊試驗。該標準以試片橫截面相關的數值形式,提供材料在高應變率下衝擊強度的特徵值。
兩種試驗方法皆用於表徵塑膠材料的衝擊強度性能。在ASTM 標準通常使用 Izod 測試法,其中試樣被以垂直方式放置定位。而採用三點彎曲配置的 Charpy 測試方法則是 ISO 標準中優先採用的方法。
這兩種方法都用於測量缺口衝擊強度,為此,試驗時使缺口位於由衝擊所引起的彎曲拉伸區域。在 Izod 試驗中,該拉伸區域位於擺錘的衝擊側:而在 Charpy 試驗中,則是位於衝擊側的相對面。
Charpy 法在低溫下進行測試時具有多項優點,因為擺錘衝擊試驗機中試樣的接觸點距離擺錘的衝擊點相對較遠。如此一來,試片溫度就不會受到支撐件相關區域的影響或降低,使溫度得以保持穩定,並可直接自恆溫箱中取出進行測試。


依據 ASTM D256 標準進行的缺口 Izod 衝擊試驗適用於各類塑膠材料,用以表徵材料在承受衝擊載荷時的行為表現。彎曲衝擊應力是以側向衝擊方式,施加於一端被夾持固定的缺口試樣上。試驗結果以與試樣厚度相關的能量吸收值呈現。
該標準支援多種試驗程序、缺口尺寸及缺口配置,用以評估聚合物材料的缺口敏感性。
- 方法 A 適用於缺口 Izod 衝擊強度大於或等於 27 J/m 的塑膠。在此情況下,採用 0.25 mm 的缺口半徑。結果可直接依據衝擊後擺錘上升高度計算其吸收能量。
- 方法 C 適用於缺口 Izod 衝擊強度小於 27 J/m 的高度脆性塑膠材料。其內容與方法 A 相應,但需對量測到的衝擊能量進行修正,扣除試片因離心效應所產生的計算功,以獲得更準確的結果。
- 方法 D 用於表徵聚合物材料的缺口敏感性。在此方法中,會在具有不同缺口半徑的試樣測量其缺口衝擊強度,並以缺口半徑為自變數,透過線性斜率來計算材料的缺口敏感性。
- 方法 E 用於評估無缺口試樣的衝擊強度。在此方法中,試樣需旋轉 180° 夾持,使缺口位於與衝擊方向相反的一側。因此其測試結果僅能在有限條件下,與無缺口試樣的測試結果進行比較。
符合 ASTM D256 標準的試樣其外部尺寸規定為長 2.5 英寸(63.5 mm),高 0.5 英寸(12.5 mm)。射出成型試樣的寬度可介於 0.118 英吋(3.0 mm) 至 0.5 英吋(12.5 mm) 之間,其中試樣寬度為1/8 英吋(3.2 mm)或 1/4 英吋(6.35 mm)最常被使用。
具體細節可參見待測材料的技術規範,或須由相關各方協調確認。若試樣係由部件上加工而成,其寬度通常由部件的壁厚所決定。若試樣取自較薄的壁厚,則依據 ASTM D1822 標準進行衝擊測試。
由於該方法是測量缺口衝擊強度,因此試樣必須預先加工出缺口。
- 針對最常使用的方法 A,需在試樣上銑削加工一個 半徑為 0.25 mm、45° 角之缺口,使缺口底部保留 0.40 英吋(10.16 mm)的高度。
- 若需以方法 D 測量缺口敏感度,則須製備具有不同缺口半徑的試樣以進行測試。除了 依據方法 A 製作之標準缺口外,還需加工製備缺口半徑為 0.04 英寸 (1.0 mm)之試樣。

