ASTM D256:プラスチックのノッチ付きアイゾット衝撃強度
ASTM D256に準拠したノッチ付きアイゾット衝撃試験は、プラスチックの衝撃強度を測定するための最も重要な試験方法のひとつです。実際には、多くの試験は、試験片の準備不足、位置合わせの誤り、または不適切な試験システムのために失敗することがあります。
規格に準拠した振り子式衝撃試験機を使用すれば、ASTM規格の要件を確実に満たすことができ、材料比較、品質保証、材料開発のための再現性のある試験結果を得ることができます。

ASTM D256ノッチ付きアイゾット衝撃強度: キーポイント
- 実際には、多くの試験は、試験片の準備不足、位置合わせの誤り、または不適切な試験システムのために失敗することがあります。
- 再現性のある試験結果を得るためには、規格に準拠した試験方法と管理された試験条件が不可欠です。
- 試験件数が多い場合、手作業に起因するオペレーター関連の要因が、ばらつきの増加、試験時間の延長、および人件費の増加につながります。
- プラスチックに適した振り子式衝撃試験機 を使用することで、典型的な誤差の原因を排除し、一貫した結果を得ることができます。
- この試験は、材料開発、品質保証、入荷検査などの分野で使用されます。
- testXpert試験ソフトウェア は、中央での一元的な評価、既存システム(ERP/LIMS)への統合、およびNGの早期検出を可能にします。
ASTM D256の実践例:一般的なエラーの原因と、それが試験結果に及ぼす影響
実際には、ASTM D256 に従って実施されるノッチ付きアイゾット衝撃試験において、信頼性の低い、あるいは比較不可能な結果が生じるのは、試験手順や規格要件からの外れが原因であることが多い。試験片の準備、試験設定、または試験条件におけるわずかな誤差であっても、測定される衝撃強度に大きな影響を与える可能性があります。
典型的な原因とその影響は以下のとおりです:
- 不十分または不適切な試験片の準備:異なる切削工具や方法によって生じるノッチ切削工程におけるわずかな不正確さ(形状、深さ、位置)や、ノッチの品質不良(バリ、亀裂など)によっても、ノッチにおける応力集中は変化します。その結果、測定されたノッチ付き衝撃強度は、実際の材料挙動から大きく乖離する可能性があります。
- 試験片の寸法およびノッチ形状の偏差:規格に準拠しない寸法や形状の場合、結果は規定値や他の試験結果と比較できません。
- 試験片取り扱いにおけるエラー:アイゾット試験片を温度チャンバーから取り出してから試験を行うまでの遅延(ASTM D256では最大5秒と規定されている)は、温度低下や試験結果の不正確さにつながる可能性があります。
- 試験片の位置合わせと固定が不正確:試験片の位置決めが正確でない場合、または異なる締め付け力が加えられた場合、破壊挙動が変化してしまいます。その結果、試験結果のばらつきが増加します。
- 振り子ハンマーの不適切な選択:エネルギー容量が不適切な振り子ハンマー(衝撃エネルギーはエネルギー容量の85%を超えてはならない)や、最適な測定範囲外で動作する振り子ハンマーは、測定結果の精度を損なう可能性があります。
- 試験片外部のエネルギー損失の考慮しないことによる失敗:この測定方法では、すべてのエネルギー損失が試験片に起因しているものと仮定しています。外部エネルギー損失(摩擦や振動などによるもの)は、最小限に抑えたり補正したりしないと、結果がずれることになります。
- 不十分な摩擦損失の補正:空気抵抗と振り子ハンマーの軸受部における摩擦は、無視できないエネルギー損失となります。これらを定期的に校正、点検し、それぞれの振り子ハンマーに正しく割り当てられていないと、系統的な誤差が発生します。
- 試験装置の質量不足または不安定な位置:振り子式衝撃試験機が十分な重さでない場合、または振動がある場合(例えば、不安定な実験台の上にある場合)、試験中の振動や動きによってエネルギー損失が増加し、結果として誤った結果が生じる可能性があります。
再現性のある比較可能な結果を得るためには、試験を厳密に規格に従って実施することが不可欠であるだけでなく、試験片の準備や試験システムの選択から安定した試験条件に至るまで、オペレーターの影響を最小限に抑えることも重要です。

試験の流れは以下のとおりです:
振り子ハンマーは、衝撃体を備えた振り子棒で構成され、低摩擦ベアリングに取り付けられています。試験中、振り子ハンマーは、片端が固定された切り欠きのある試験片を、一定のエネルギー量で叩きます。運動エネルギーの一部は材料に吸収されるため、振り子ハンマーは試験片を叩いた後、元の落下高さまで達しなくなります。吸収された衝撃エネルギーは、落下高さと上昇高さの差から求めます。
試験片を垂直に固定し、切り欠きが最大の曲げモーメントが発生する位置に正確に取り付けます。例えば空気圧式クランプシステムを用いるなど、制御されたクランプ力は、再現性の高い試験結果を得る上で大きく貢献します。




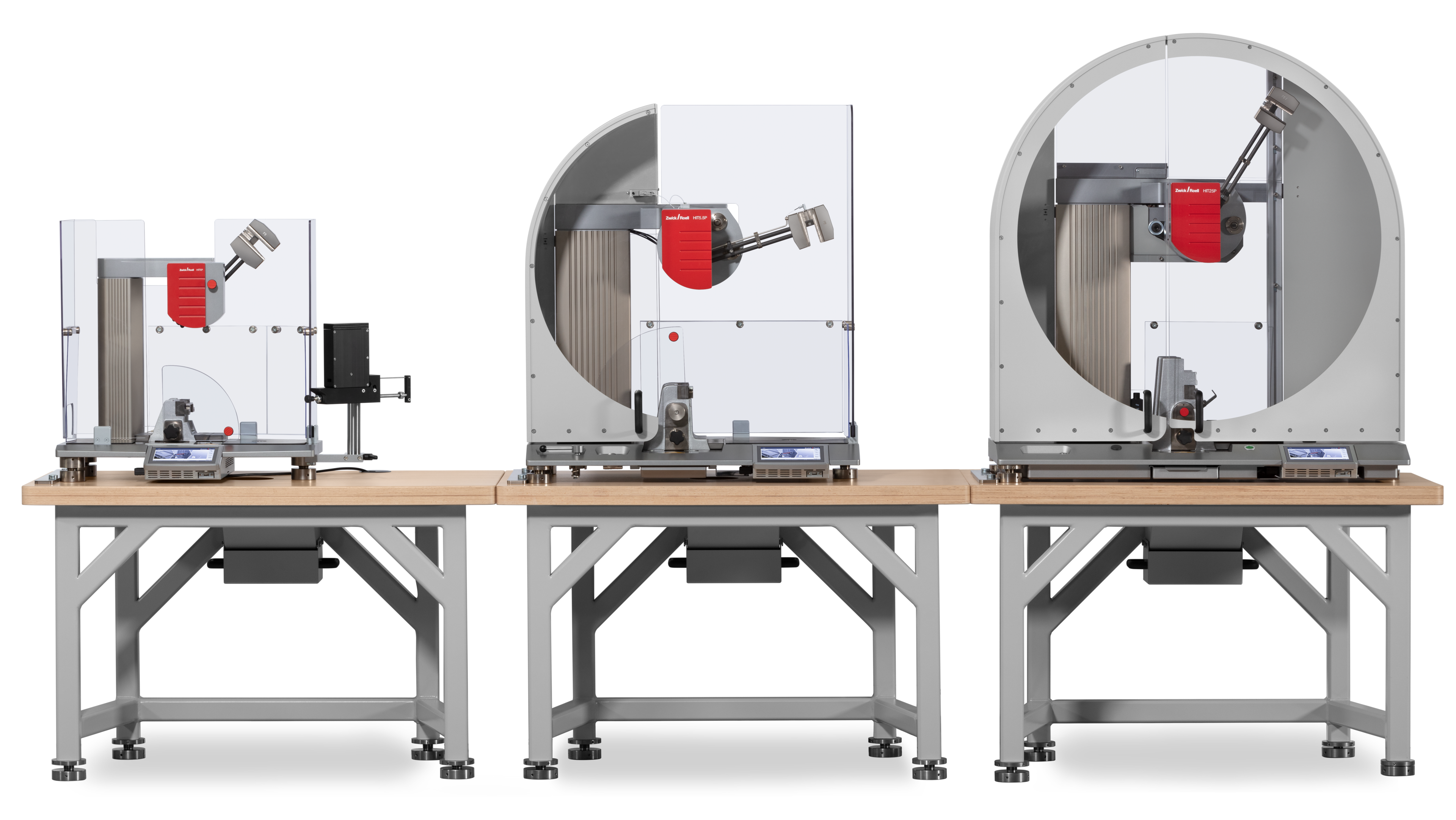
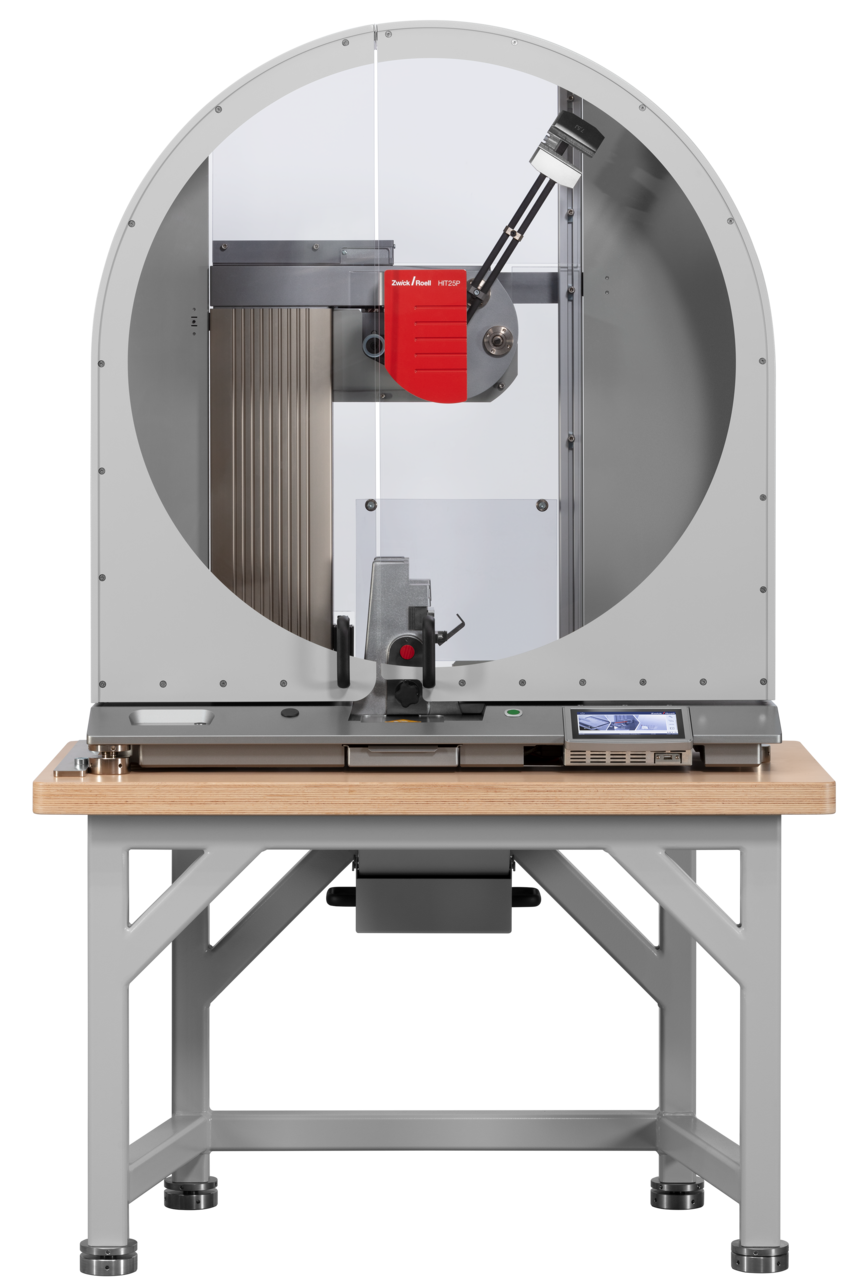
ツビックローエルのプラスチック用振り子式衝撃試験機は、ASTM D256に準拠したアイゾット衝撃試験に使用できます。
アイゾット振り子式衝撃試験機は、手動による精密なクランプと空気圧による迅速なクランプの2種類の衝撃ブロックを備えており、クランプ力に敏感な材料で作られた試験片であっても、幅広い種類の試験片を安全かつ再現性よく固定できます。センタリング装置とクイックチェンジインサートにより、すべての試験片を正確に位置合わせすることができ、温度管理が必要な材料やクランプに敏感な材料であっても、規格に準拠して確実に試験を行うえることを保証しています。
ASTM D256規格に準拠した標準振り子ハンマーは、落下高さ610±2mmにおいて2.75Jの位置エネルギーを有します。その他のサイズのハンマーは、同じ落下高さにおける初期位置エネルギーを2倍にすることで得られます。その結果、衝撃速度は約3.46m/sとなります。規格に準拠した試験では、測定に必要なエネルギー容量を備えた最も軽量な振り子ハンマーを選択します。
信頼性の高い試験結果を得るためには、摩擦や振動損失などの外部要因を最小限に抑える必要があります。そのため、高品質の振り子式衝撃試験機は、それに応じて校正され、エネルギー損失を最小限に抑えるように設計されています。ツビックローエルの振り子式衝撃試験機などの最新システムでは、例えば、非常に軽量でありながら最適な剛性を備えた一方向性炭素材料で作られた、特に剛性が高く軽量な二重ロッド振り子を使用することで、振動を低減し、測定精度を高めている。

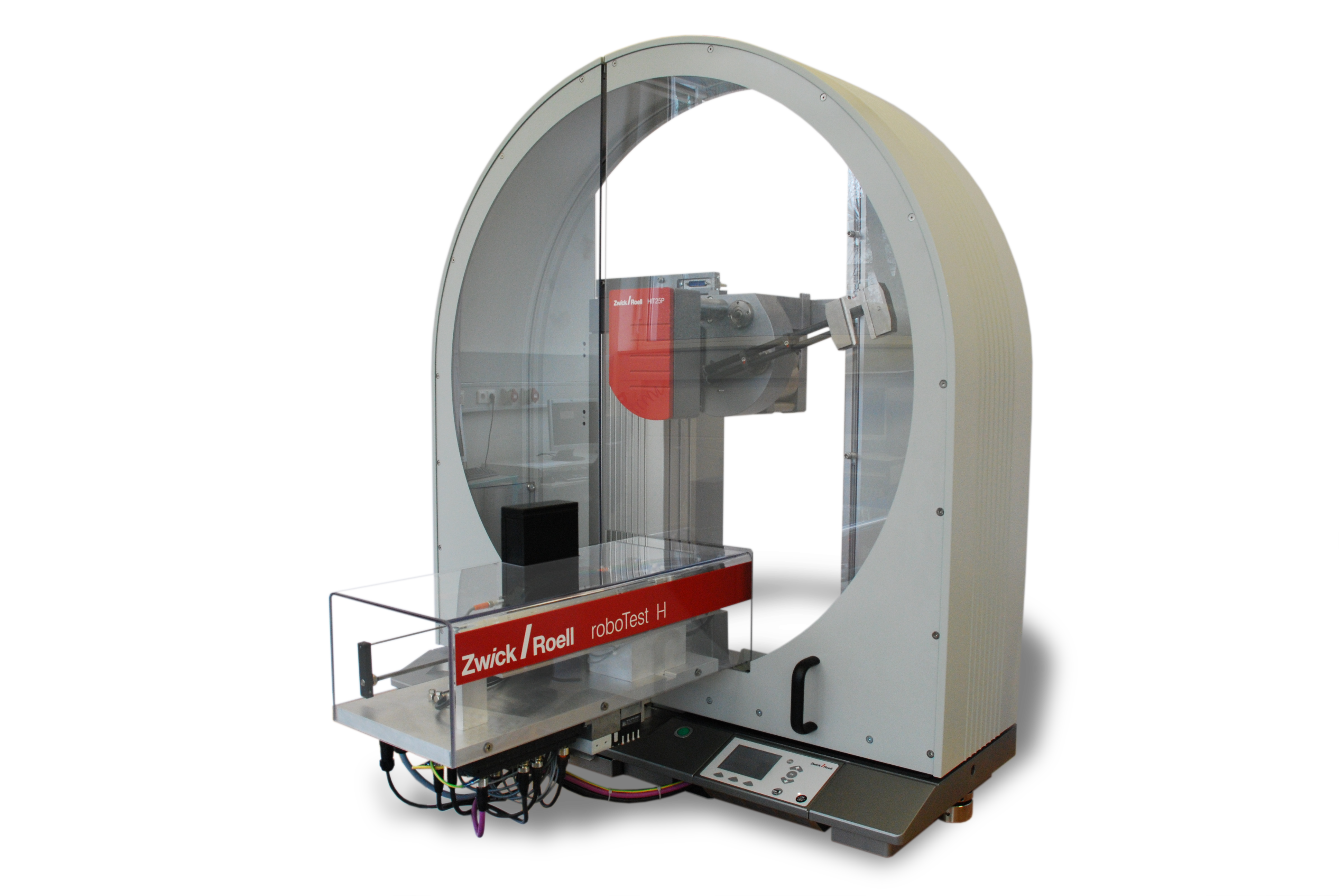
これらの機器関連の要因に加えて、オペレーターの影響も、実際の試験プロセスの再現性と効率に大きな影響を与えます。特に大量処理や反復的な試験作業を行う場合、手作業による取り扱いは、ばらつきの増加、試験時間の延長、および人件費の増加につながります。ツビックローエルのロボット試験システムroboTest H は、試験片の自動供給、温度制御、位置決めを担うことで、一貫した試験条件を確保し、オペレーターの介入を大幅に軽減します。


動画:プラスチック試験用振り子衝撃試験機
ツビックローエルのプラスチック業界向けHITシリーズ振り子衝撃試験機は、高精度でコスト効率の高いソリューションを提供します。振り子衝撃試験機は 5 ジュールから 50 ジュールまで利用可能で、ASTM D256 アイゾット振り子衝撃抵抗の標準に準拠したパフォーマンスだけでなく、ASTM、ISO、DIN に準拠したシャルピー、ダイナスタット、引張衝撃試験も実行できます。

使用事例:ASTM D256の試験法のアプリケーション
ASTM D256に準拠したノッチ付きアイゾット衝撃試験の典型的な用途としては、硬質プラスチックが衝撃荷重を受ける場合や、その機械的堅牢性を確実に評価する必要がある場合などが挙げられます。この試験は、開発、品質保証、および材料承認で使用される比較可能な性能指標を提供することができます。
この試験方法の典型的な適用例としては、以下のようなものがあります。
- 材料開発における材料比較:異なるポリマー材料、化合物、または配合物は、アイゾット衝撃強度に基づいて比較することができる。これにより、機械的応力が増大する用途向けに、材料を具体的に選択または最適化することが可能となります。
- 生産における品質保証:量産においては、材料特性の一貫性を監視するためにASTM D256試験が用いられます。原材料、加工工程、または製造ロットにおけるNG品を、早期に検出できます。
- プラスチック製品の入荷検査:顆粒や半製品の試験を行う際、これにより納入された材料が要求される機械的特性を満たしていることを確認できます。
- 構成部品および切出し試験片の試験:部品内部の実際の材料特性を確認するために、完成品または射出成形品から直接試験片を採取することができます。
- 経時劣化と環境要因の評価:比較試験により、例えば温度変化、媒体との接触、紫外線照射などによるアイゾット衝撃強度の変化を分析することが可能になります。

当社のtestXpert試験ソフトウェアによるASTM D256への試験の最適な統合
すべてに対応する 1 つのテストソフトウェアソリューション: ASTM D256 準拠の衝撃強度テスト、引張試験、曲げ試験、メルトフローテスト。すべてのデータをまとめて評価できます。
- 多数のインポートおよびエクスポートの可能性により、testXpert と ASTM D256 衝撃試験をプロセスに理想的に統合できます。試験ソフトウェアは、お客様のERPやLIMSなど、他のシステムからデータを自動的に読み込み、また出力します。
- ASTM D256 に準拠した試験片寸法の測定が統合されています。測定中、試験片の残存幅、高さ、および幅は、ボタン一つで測定装置からtestXpertに送信されます。
- ASTM D256 に準拠した衝撃強度試験、引張試験、曲げ試験、メルトフロー試験から得られたすべての特性値は、1 つのデータベースにまとめて保存されます。試験データは、あらゆるアプリケーションで簡単に検索、評価、再現できます。Webブラウザを介して、どこからでも簡単にアクセスできます。
- トレンド分析機能は、統計的工程管理(SPC)チャートを提供し、品質仕様からの逸脱をタイムリーに検出できます。
ASTM D256に準拠したアイゾット衝撃強さに関するよくある質問
従来のシャルピーまたはアイゾット衝撃試験では、振り子ハンマーが試験片に衝突したときに放出される衝撃エネルギーを測定します。このエネルギーは、振り子ハンマーのリリース高さと衝撃後の上昇高さの差から容易に求めることができます。ISO規格では、衝撃エネルギーは試験片の断面積に関連し、[kJ /m²]で示されますが、ASTM規格では、このエネルギーを試験片の厚さに関連付けて衝撃強度を示すのが一般的です。 たとえば、[ft lbf/in]の値。
ASTM D256に準拠したノッチ付きアイゾット衝撃試験では、高ひずみ速度における耐衝撃性とノッチ感度に関する特性値が、厚さに関連したエネルギー値として得られます。さらに、以下のものが使用されます:
- ASTM D4812: ノッチなし試験片の衝撃強度を測定するためのアイゾット試験方法
- ASTM D4508: 小型試験片(チップ衝撃)の測定のためのアイゾット試験法。これは、DIN 53435 の Dynstat 衝撃試験に対応するものです。
- ISO 180:プラスチックの衝撃強度およびノッチ付き衝撃強度を測定するためのアイゾット衝撃試験について説明します。これは、断面積に対応したの形式で、高ひずみ速度での衝撃強度の特性値を決定します。
両方の試験法ともプラスチックの衝撃強さを特徴づけるものです。試験片を垂直に配置するアイゾット試験法は、通常、ASTM規格で使用されます。3点曲げ試験方式を用いるシャルピー法は、ISO規格.において推奨される試験方法です。
どちらの方法も、ノッチ付き衝撃強度を測定するために使用され、ノッチ付き試験片に衝撃を与え、ノッチが衝撃によって生じる曲げの引張領域に位置するようにします。アイゾット衝撃試験では、この引張領域は振り子ハンマーの衝撃側に位置し、シャルピー衝撃試験では反対側に位置します。
シャルピー法は、振り子衝撃試験機の試験片の接触点が振り子ハンマーの打撃点から比較的離れているため、低温での試験時にさまざまな利点があります。ここでは、温度は試験エリアに配置されたサポートによって影響を受けたり、引き抜かれたりすることはなく、試験片は温度制御されたボックスから簡単に供給することができます。


ASTM D256に準拠したノッチ付きアイゾット衝撃試験は、衝撃応力によって生じる挙動を評価するために、すべてのプラスチックに用いられます。曲げ衝撃応力は、片側をつかんだノッチのある試験片に加えられます。結果は、試験片の厚さに関連したエネルギー吸収量として示されます。.
この規格は、ポリマー材料のノッチ感度を試験するためのさまざまな手順、ノッチサイズ、およびノッチ配置をサポートしています。
- メソッド Aは、アイゾットノッチ衝撃強度が27 J/m以上のプラスチックに使用されます。この場合、0.25mmのノッチ半径が使用されます。結果は、衝撃後の振り子ハンマーの上昇の高さから直接計算されます。
- メソッド Cは、ノッチ付きアイゾット衝撃強度が27 J/m未満の非常に脆いプラスチック材料に使用されます。これはメソッドAに対応していますが、測定された衝撃エネルギーは、試験片の計算された遠心力の量によって補正されます。
- メソッド Dは、ポリマー材料のノッチ感度を評価するために使用されます。ここでは、異なるノッチ半径の試験片でノッチ衝撃強さを測定し、ノッチ半径全体の線形勾配としてノッチ感度を計算します。
- メソッド Eは、ノッチのない試験片の衝撃強度を推定するために使用されますこの方法では、ノッチが衝撃の方向と反対に配置されるように、試験片を180°回転させてグリップします。試験結果は、ノッチのない試験片の試験と条件付きでのみ比較できます。
ASTM D256に準拠した試験片の外形寸法は、長さ2.5インチ(63.5 mm)、高さ0.5インチ(12.5 mm)に指定されています。射出成形された試験片の幅は、0.118インチ(3.0 mm)から0.5インチ(12.5 mm)の間ですが、幅が1/8インチ(3.2 mm)または1/4インチ(6.35 mm)の試験片が一般的です。
試験の詳細は、試験材料の仕様に記載されているか、関係者間で調整する必要があります。コンポーネントから機械加工された試験片の場合、通常、コンポーネントの肉厚によって幅が決定されます。より薄い肉厚から採取された試験片は、ASTMD1822の衝撃試験を使用して試験されます。
このメソッドにはノッチ衝撃強度測定が記述されているため、試験片にノッチを付ける必要があります。
- 一般的に用いられるメソッドAでは、半径0.25mm、角度45°の切り欠きを試験片に加工し、切り欠きの底部に高さ0.40インチ(10.16mm)が残るようにします。
- ノッチ感度をメソッドDに従って測定する場合は、異なるノッチ半径を持つ試験片を用意する必要があります。メソッドAによる標準のノッチに加えて、ノッチ半径が0.04インチ(1.0mm)の試験片も加工されます。

