ASTM D256: Izod-Kerbschlagzähigkeit bei Kunststoffen
Der Izod-Kerbschlagbiegeversuch nach ASTM D256 ist eines der wichtigsten Prüfverfahren zur Bestimmung der Schlagzähigkeit von Kunststoffen. In der Praxis scheitern jedoch viele Prüfungen an unzureichender Probenvorbereitung, falscher Ausrichtung oder ungeeigneten Prüfsystemen.
Mit normgerechten Pendelschlagwerken lassen sich die Anforderungen der ASTM-Norm zuverlässig umsetzen und reproduzierbare Kennwerte für Materialvergleich, Qualitätssicherung und Werkstoffentwicklung ermitteln.
Häufige Fehlerquellen VersuchsDurchführung Einsatzbereiche FAQ's zur ASTM D256 Downloads Unverbindliche Beratung

ASTM D256 Izod-Kerbschlagzähigkeit: Das Wichtigste in Kürze
- In der Praxis scheitern viele Prüfungen an ungenauer Probenvorbereitung, falscher Ausrichtung oder ungeeigneten Prüfsystemen.
- Normgerechte Prüftechnik und kontrollierte Prüfbedingungen sind entscheidend für reproduzierbare Messwerte.
- Bei höherem Prüfaufkommen führen Bedienereinflüsse durch manuelle Handhabung zu zusätzliche Streuungen, längeren Prüfzeiten und erhöhtem Personalaufwand
- Mit geeigneten Pendelschlagwerken für Kunststoffe lassen sich typische Fehlerquellen vermeiden und stabile Ergebnisse erzielen.
- Die Prüfung wird u. a. in Materialentwicklung, Qualitätssicherung und Wareneingangskontrolle eingesetzt.
- Die Prüfsoftware testXpert ermöglicht die zentrale Auswertung, Integration in bestehende Systeme (ERP/LIMS) und frühzeitige Erkennung von Abweichungen.
ASTM D256 in der Praxis: Häufige Fehlerquellen und Einfluss auf die Prüfergebnisse
In der Praxis entstehen unzuverlässige oder nicht vergleichbare Ergebnisse bei Izod-Kerbschlagprüfungen nach ASTM D256 häufig durch Abweichungen im Prüfablauf oder von normativen Vorgaben. Bereits kleine Fehler bei Probenvorbereitung, Prüfaufbau oder Prüfbedingungen können die gemessene Schlagzähigkeit deutlich beeinflussen.
Typische Ursachen und ihre Auswirkungen sind:
- Unzureichende oder fehlerhafte Probenvorbereitung: Bereits geringe Ungenauigkeiten beim Einbringen des Kerbs (Geometrie, Tiefe, Position) durch unterschiedliche Kerbwerkzeuge oder -methoden aber auch unzureichende Kerbqualität (z.B. Gratbildung, Risse) verändern die Spannungskonzentration an der Kerbe. Dadurch kann die gemessene Kerbschlagzähigkeit deutlich vom tatsächlichen Materialverhalten abweichen.
- Abweichungen bei Probenabmessungen und Kerbgeometrie: Nicht normgerechte Maße oder Geometrien führen dazu, dass Ergebnisse nicht mehr mit Vorgabewerten oder anderen Prüfungen vergleichbar sind.
- Fehler beim Probenhandling: Verzögerungen zwischen Entnahme der Izod-Probe aus der Temperierkammer und Prüfung (ASTM D256 fordert max. 5 Sekunden) kann zu Temperaturverlust und Ungenauigkeit der Prüfergebnisse führen.
- Ungenaue Ausrichtung und Einspannung der Probekörper: Ist der Probekörper nicht exakt positioniert oder wirken unterschiedliche Spannkräfte, verändert sich das Bruchverhalten. Die Folge sind erhöhte Streuungen der Messergebnisse.
- Ungeeignete Auswahl des Pendelhammers: Ein Pendelhammer mit nicht passendem Arbeitsvermögen (Schlagenergie darf max. 85% des Arbeitsvermögens betragen) oder außerhalb des optimalen Messbereichs kann die Genauigkeit der Ergebnisse beeinträchtigen.
- Nicht berücksichtigte Energieverluste außerhalb des Probekörpers: Die Messmethode setzt voraus, dass alle Energieverluste dem Probekörper zugeordnet werden. Externe Energieverluste (z.B. durch Reibung oder Schwingungen) verfälschen die Ergebnisse, wenn sie nicht minimiert oder korrigiert werden.
- Unzureichende Korrektur von Reibungsverlusten: Luftreibung und Reibung an den Lagerstellen des Pendelhammers verursachen unvermeidbare Energieverluste. Werden diese nicht regelmäßig kalibriert, kontrolliert und korrekt dem jeweiligen Pendelhammer zugeordnet, entstehen systematische Fehler.
- Unzureichende Masse oder instabile Aufstellung des Prüfgeräts: Ist das Pendelschlagwerk nicht ausreichend schwer oder steht es nicht schwingungsfrei (z.B. auf einem instabilen Labortisch), können Vibrationen und Bewegungen während des Tests zu zusätzlichen Energieverlusten und damit zu fehlerhaften Ergebnissen führen.
Für reproduzierbare und vergleichbare Ergebnisse ist daher eine konsequent normgerechte Durchführung der Prüfung entscheidend aber auch die Minimierung von Bedienereinflüssen, angefangen von der Probenherstellung über die Auswahl des Prüfsystems bis hin zu stabilen Prüfbedingungen.

Wenn Sie auf der Suche nach der optimalen ASTM D256-Prüflösung für Ihre Anwendung sind, wenden Sie sich bitte an unsere ZwickRoell-Experten vor Ort.
Wir besprechen gerne Ihre Anforderungen mit Ihnen und unterstützen Sie mit normkonformen Prüflösungen.
Durchführung des Kerbschlagbiegeversuchs nach ASTM D256 mit ZwickRoell
So läuft die Prüfung ab:
Der Pendelhammer besteht aus einer Pendelstange mit Schlagkörper und ist an einem reibungsarmen Lager befestigt. Bei der Prüfung schlägt der Pendelhammer mit definierter Energie auf einen einseitig eingespannten, gekerbten Probekörper. Ein Teil der kinetischen Energie wird dabei vom Material aufgenommen, sodass der Pendelhammer nach dem Durchschlagen des Probekörpers nicht mehr die ursprüngliche Fallhöhe erreicht. Aus der Differenz zwischen Fall- und Steighöhe wird die aufgenommene Schlagenergie ermittelt.
Der Probekörper wird vertikal eingespannt, sodass sich die Kerbe exakt im Bereich des größten Biegemoments befindet. Eine kontrollierte Spannkraft – beispielsweise durch pneumatische Einspannsysteme – trägt wesentlich zu reproduzierbaren Prüfergebnissen bei.

Für die Herstellung der Kerben steht die automatische Kerbfräse ZNO mit einem normgerechten Einzahnfräser zur Verfügung. Für kleinere Probenmengen empfiehlt sich der manuelle Kerbhobel mit automatischer Zustellbewegung.



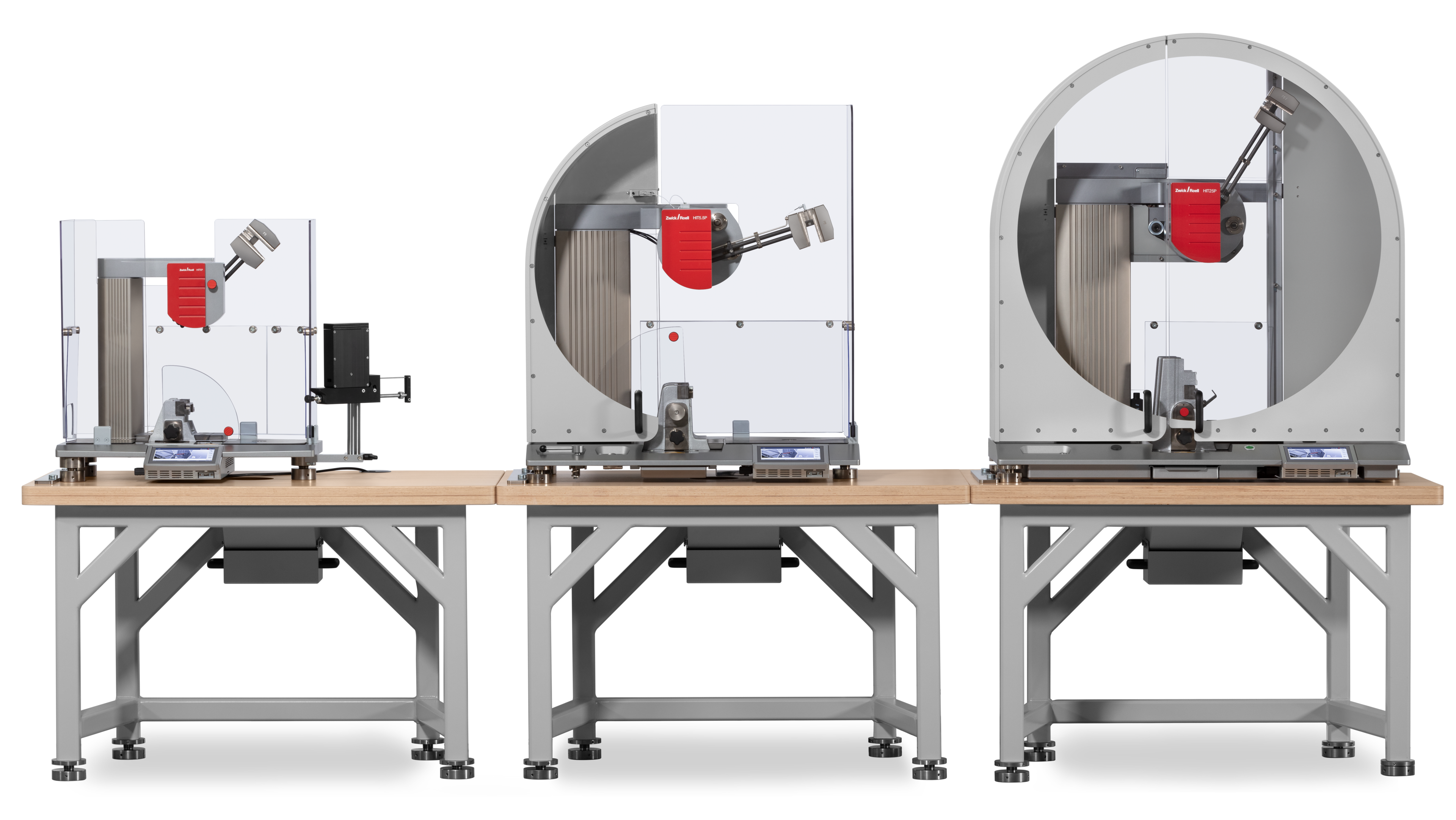
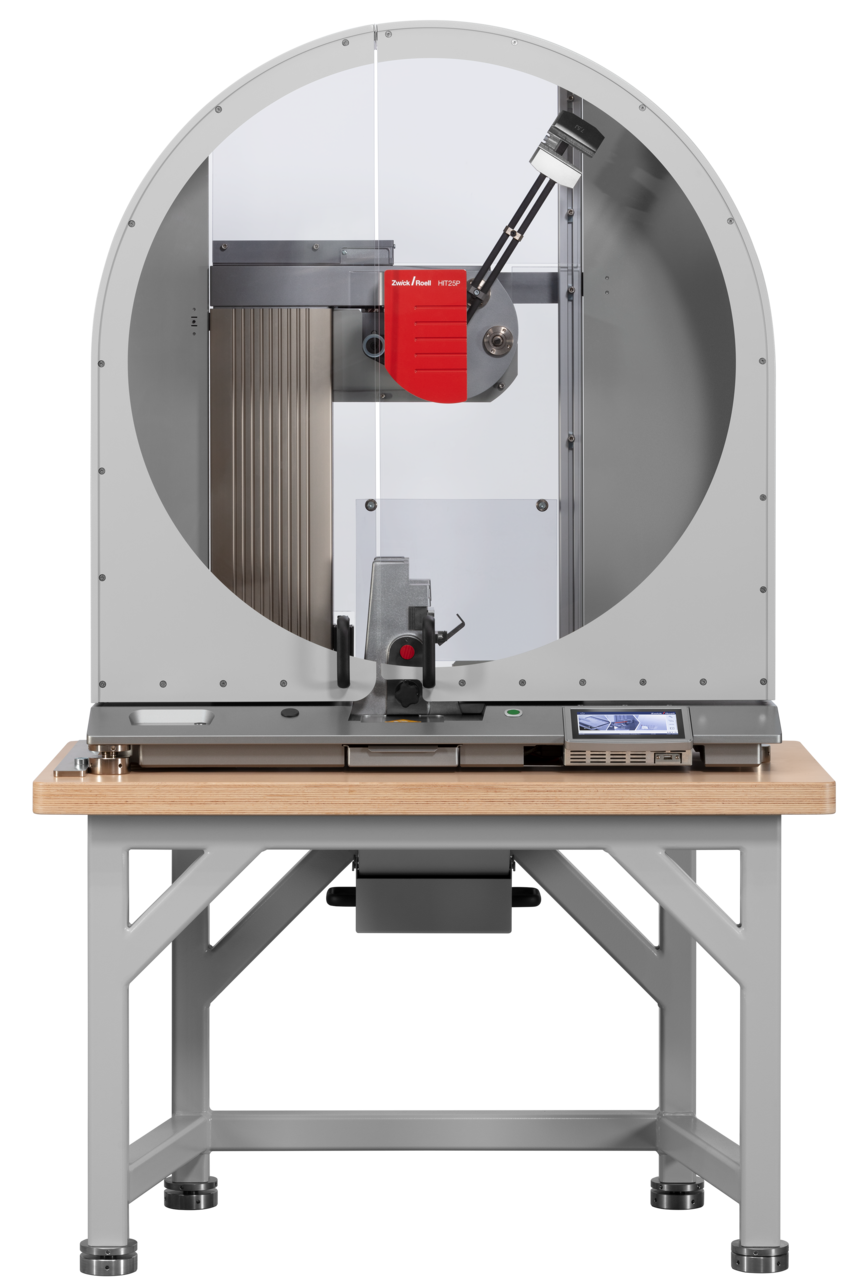
Für die Kerbschlagprüfung im Izod-Verfahren nach ASTM D256 können Pendelschlagwerke für Kunststoffe von ZwickRoell eingesetzt werden.
Die Izod‑Pendelschlagwerke ermöglichen durch zwei Varianten von Schlagböcken manuelles feinfühliges oder pneumatisch schnelles Spannen eine sichere und reproduzierbare Fixierung unterschiedlichster Proben – auch bei klemmempfindlichen Materialien. Zentriereinrichtung und Schnellwechsel‑Einlagen stellen sicher, dass jede Probe exakt ausgerichtet ist und auch temperierte sowie klemmempfindliche Materialien normgerecht und zuverlässig geprüft werden.
Der Standard-Pendelhammer nach ASTM D256 besitzt ein Arbeitsvermögen von 2,75 J bei einer Fallhöhe von 610 ± 2 mm. Weitere Hammergrößen ergeben sich durch eine Verdoppelung des Arbeitsvermögens bei gleicher Fallhöhe. Daraus resultiert eine Auftreffgeschwindigkeit von etwa 3,46 m/s. Für normgerechte Prüfungen wird jeweils der leichteste Pendelhammer gewählt, dessen Arbeitsvermögen für die Messung ausreichend ist.
Für zuverlässige Messergebnisse müssen äußere Einflüsse wie Reibungs- oder Schwingungsverluste minimiert werden. Hochwertige Pendelschlagwerke sind daher entsprechend kalibriert und konstruktiv so ausgelegt, dass Energieverluste gering bleiben. Moderne Systeme wie die Pendelschlagwerke von ZwickRoell nutzen beispielsweise besonders steife und leichte Pendel-Doppelstangen aus unidirektionalen Carbonwerkstoffen, die sehr massenarm sind und gleichzeitig eine optimale Steifigkeit bieten, um Schwingungen zu reduzieren und die Messgenauigkeit zu erhöhen.

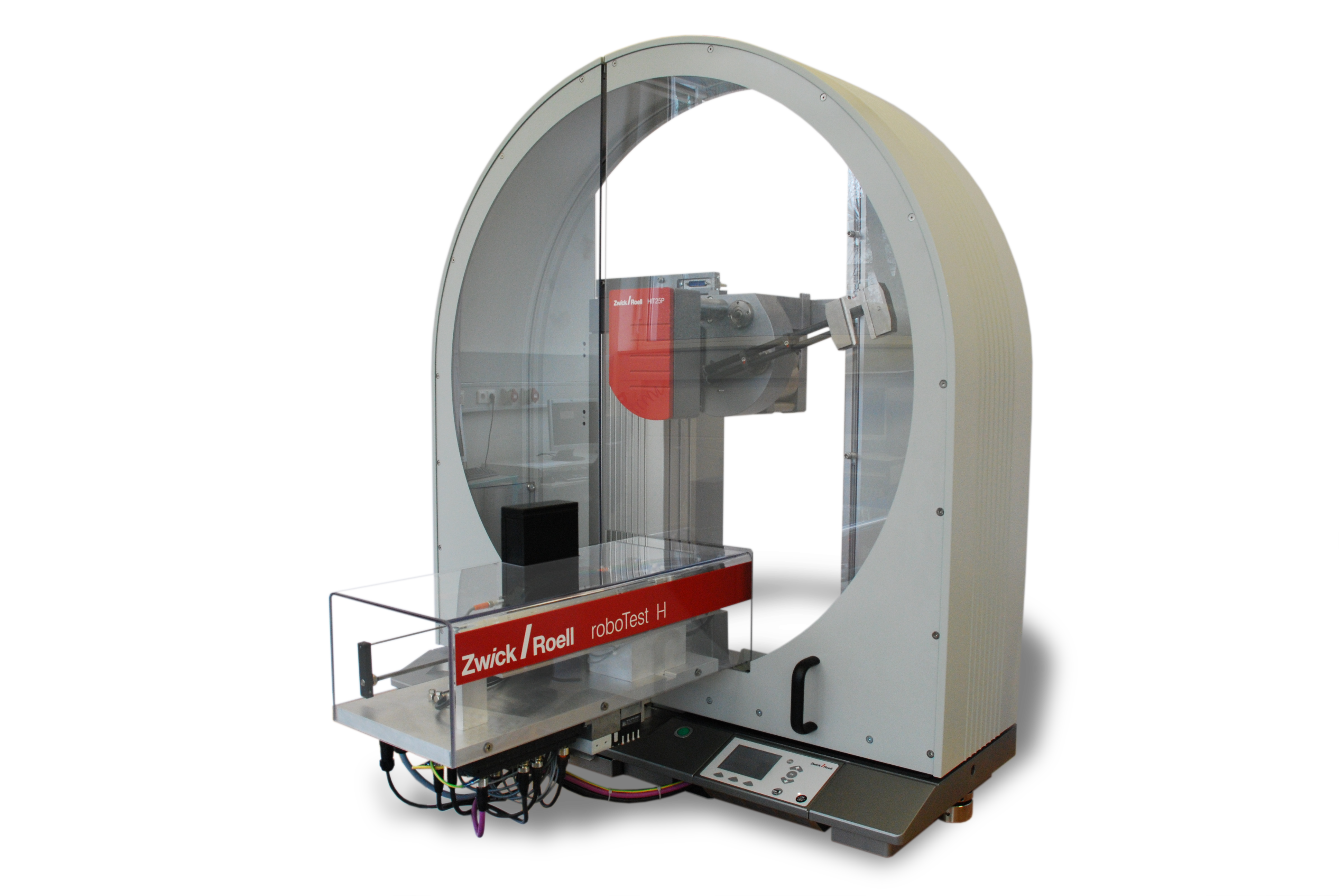
Neben diesen geräteseitigen Faktoren wirkt sich in der Praxis vor allem der Bedienereinfluss auf die Reproduzierbarkeit und Effizienz der Prüfprozesse aus. Gerade bei hohen Stückzahlen oder wiederkehrenden Prüfaufgaben entstehen durch manuelle Handhabung zusätzliche Streuungen, längere Prüfzeiten und ein erhöhter Personalaufwand. Das Roboter-Prüfsystem roboTest H von ZwickRoell übernimmt die automatische Zuführung, Temperierung und Positionierung der Probekörper und sorgt so für konstante Prüfbedingungen sowie eine deutliche Reduzierung von Bedienereinflüssen.


Sie wollen ASTM-D256-Prüfungen automatisieren und Prozesse optimieren?
Unsere Roboter-Prüfsysteme ermöglichen die vollautomatische Durchführung von Izod-Kerbschlagversuchen – für konstante Prüfbedingungen, geringere Streuung und effiziente Serienprüfungen ohne manuellen Aufwand.
Unsere Automatisierungs-Experten beraten Sie gerne!
Video: Pendelschlagwerke für die Kunststoffprüfung
ZwickRoell bietet mit seinen Pendelschlagwerken der HIT Serie für die Kunststoffprüfung eine besonders präzise und gleichzeitig wirtschaftliche Lösung an. Die Pendelschlagwerke sind von 5 bis 50 Joule verfügbar und ermöglichen nicht nur die normgerechte Durchführung der ASTM D256 Izod Kerbschlagzähigkeit sondern auch Charpy, Dynstat und Schlagzugveruche nach ASTM, ISO und DIN.

Mehr über die Pendelschlagwerke und Automatisierungslösung erfahren
Use Cases: Einsatzbereiche des Prüfverfahrens nach ASTM D256
Typische Einsatzbereiche der Izod-Kerbschlagprüfung nach ASTM D256 finden sich überall dort, wo steife Kunststoffe schlagartigen Belastungen ausgesetzt sind oder ihre mechanische Robustheit zuverlässig bewertet werden muss. Die Prüfung liefert vergleichbare Kennwerte, die in Entwicklung, Qualitätssicherung und Materialfreigabe eingesetzt werden.
Typische Einsatzbereiche des Prüfverfahrens sind:
- Materialvergleich in der Werkstoffentwicklung: Unterschiedliche Polymerwerkstoffe, Compounds oder Rezepturen lassen sich hinsichtlich ihrer Izod-Schlagzähigkeit vergleichen. Dadurch können Materialien gezielt für Anwendungen mit erhöhten mechanischen Belastungen ausgewählt oder optimiert werden.
- Qualitätssicherung in der Produktion: In der Serienfertigung dient die ASTM-D256-Prüfung zur Überwachung gleichbleibender Materialeigenschaften. Abweichungen in Rohstoffen, Verarbeitung oder Chargen lassen sich frühzeitig erkennen.
- Wareneingangskontrolle von Kunststoffen: Bei der Prüfung von Granulaten oder Halbzeugen wird sichergestellt, dass angelieferte Materialien die geforderten mechanischen Eigenschaften erfüllen.
- Prüfung von Bauteilen und entnommenen Probekörpern: Probekörper können direkt aus Fertigteilen oder Spritzgussteilen entnommen werden, um die tatsächlichen Materialeigenschaften im Bauteil zu überprüfen.
- Bewertung von Alterungs- und Umwelteinflüssen: Durch Vergleichsprüfungen lassen sich Veränderungen der Izod-Schlagzähigkeit beispielsweise nach Temperaturbelastung, Medienkontakt oder UV-Einwirkung analysieren.

Optimale Integration der Prüfung nach ASTM D256 durch die Prüfsoftware testXpert
Eine Prüfsoftware für alles: die Schlagzähigkeitsprüfung nach ASTM D256, die Zugprüfung, die Biegeprüfung, die Fließprüfung. Und alle Daten lassen sich zusammen auswerten.
- Zahlreiche Import- und Export-Möglichkeiten sichern die ideale Einpassung von testXpert und der Schlagzähigkeitsprüfung nach ASTM D256 in Ihre Prozesse. Automatisch liest die Prüfsoftware Daten aus anderen Systemen ein und aus, zum Beispiel aus Ihrem firmeneigenen ERP- oder LIM-System.
- Die Messung der Probendimensionen nach ASTM D256 ist integriert: Restbreite, Höhe und Breite der Probe werden beim Messen auf Knopfdruck vom Messgerät an testXpert weitergeleitet.
- Alle Kennwerte aus Schlagzähigkeitsprüfung nach ASTM D256, Zugprüfung, Biegeprüfung und Fließprüfung werden gemeinsam in einer Datenbank gespeichert. Die Prüfdaten sind einfach wiederzufinden, auszuwerten und zu vergleichen – über alle Anwendungen hinweg. Der Zugriff erfolgt einfach über Webbrowser – von wo immer Sie möchten.
- Die Trend Analysis bietet eine einfache Qualitätsregelkarte (SPC), damit erkennen Sie frühzeitig Abweichungen zu den Qualitätsvorgaben.
Häufig gestellte Fragen rund um die Izod Schlagzähigkeit nach ASTM D256
Im konventionellen Schlagversuch im Charpy- oder Izod-Verfahren wird die Energie, bzw. Schlagarbeit gemessen, die ein Pendelhammer beim Durchschlagen des Probekörpers abgibt. Diese Energie kann sehr einfach aus der Differenz der Auslösehöhe des Pendelhammers zur Steighöhe nach dem Schlag bestimmt werden. In den ISO-Normen wird die Schlagarbeit auf die Querschnittsfläche des Probekörpers bezogen und in [kJ/m²] angegeben, während es in ASTM-Normen üblich ist, diese Energie auf die Dicke des Probekörpers zu beziehen um eine Schlagzähigkeit z.B. in [ft lbf/in] anzugeben.
Der Izod Kerbschlagbiegeversuch nach ASTM D256 liefert Kennwerte für die Schlagzähigkeit und die Kerbempfindlichkeit bei hohen Dehnraten in Form eines dickenbezogenen Energiewertes. Außerdem werden verwendet:
- ASTM D4812: ein Izod-Verfahren für die Messung von Schlagzähigkeiten an ungekerbten Probekörpern
- ASTM D4508: ein Izod-Verfahren zur Messung an kleinen Probekörpern (Chip-Impact), das ein Pendant zum Dynstat Schlagbiegeversuch nach DIN 53435 ist.
- ISO 180: Beschreibt den Schlagversuch im Izod-Verfahren zur Ermittlung der Schlag- und Kerbschlagzähigkeit an Kunststoffen. Es liefert Kennwerte für die Schlagzähigkeit bei hohen Dehnraten in Form eines querschnittsbezogenen Energiewertes.
Beide Prüfverfahren charakterisieren die Schlagzähigkeit eines Werkstoffes aus Kunststoff. Das Izod-Prüfverfahren, bei dem der Prüfkörper aufrecht steht, wird üblicherweise in ASTM Normen verwendet. Das Charpy-Verfahren, das mit einem Dreipunkt-Biegeaufbau arbeitet, kommt bevorzugt mit den ISO-Normen zur Anwendung.
In beiden Verfahren gibt es die Messung der Kerbschlagzähigkeit. Zu diesem Zweck wird der gekerbte Probekörper so geschlagen, dass sich die Kerbe in der Zugzone der durch den Schlag aufgebrachten Biegung befindet. Bei Izod liegt diese Zugzone auf der Aufschlagseite des Pendelhammers und bei Charpy liegt sie auf der gegenüberliegenden Seite.
Die Charpy-Methode bietet Vorteile bei der Prüfung unter niedrigen Temperaturen, da die Auflagestellen des Probekörpers im Pendelschlagwerk relativ weit von der Stelle entfernt liegen, die vom Pendelhammer angeschlagen wird. So wird im relevanten Bereich die Temperatur nicht durch die Auflager entzogen und man kann die Probekörper einfach aus einer temperierten Box zuführen.


Der Kerbschlagbiegeversuch nach ASTM D256 kommt bei allen steifen Kunststoffen zum Einsatz, um das Verhalten gegenüber schlagartigen Beanspruchungen zu charakterisieren. Die schlagartige Biegebeanspruchung erfolgt an einem einseitig eingespannten, gekerbten Probekörper im schmalseitigen Schlag. Das Ergebnis wird als dickenbezogene Energieaufnahme des Probekörpers dargestellt.
Diese Norm bietet verschiedene Vorgehensweisen, Kerbgrößen und Kerbanordnungen an, um die Kerbempfindlichkeit eines polymeren Werkstoffs zu untersuchen
- Verfahren A wird für Kunststoffe eingesetzt, bei denen die Izod Kerbschlagzähigkeit größer oder gleich 27 J/m ist. Hierbei wird mit einem Kerbradius von 0,25 mm gearbeitet. Das Ergebnis wird direkt aus der Steighöhe des Pendelhammers nach dem Schlag berechnet.
- Verfahren C kommt bei sehr spröden Kunststoffen zum Einsatz, bei denen die Izod-Kerbschlagzähigkeit kleiner 27 J/m ist. Es entspricht Verfahren A, jedoch wird die gemessene Schlagarbeit um den Betrag der rechnerischen Schleuderarbeit des Probekörpers korrigiert.
- Verfahren D dient der Charakterisierung der Kerbempfindlichkeit eines polymeren Werkstoffs. Dazu wird die Kerbschlagzähigkeit an Probekörpern mit verschiedenen Kerbradien gemessen und die Kerbempfindlichkeit als linearer Gradient über den Kerbradius berechnet.
- Verfahren E dient der Abschätzung der Schlagzähigkeit an ungekerbten Probekörpern. Hierfür wird der gekerbte Probekörper um 180° gedreht eingespannt, so dass sich die Kerbe gegenüber der Schlagrichtung befindet. Das Ergebnis ist nur bedingt mit der Prüfung eines ungekerbten Probekörpers vergleichbar.
Die Probekörper nach ASTM D256 sind in ihren äußeren Abmessungen auf eine Länge von 2.5 in (63.5 mm) und einer Höhe von 0.5 in (12.5 mm) festgelegt. Die Breite von spritzgegossenen Probekörpern darf zwischen 0.118 in (3.0 mm) und in 0.5 in (12,5 mm) liegen, wobei die Verwendung von 1/8 in (3.2 mm) oder ¼ in (6.35 mm) breiten Probekörpern üblich ist.
Die exakten Angaben sind in der Materialspezifikation des zu prüfenden Werkstoffs zu finden oder müssen zwischen den beteiligten Parteien abgestimmt werden. Bei Probekörpern, die aus Bauteilen entnommen werden, bestimmt die Wandstärke des Bauteils üblicherweise die Breite. Probekörper, die aus dünneren Wandstärken entnommen wurden, werden im Schlagzugversuch nach ASTM D1822 geprüft.
Da das Verfahren die Messung einer Kerbschlagzähigkeit beschreibt, muss der Probekörper gekerbt werden.
- Im üblichen Verfahren A wird dabei eine Kerbe mit einem Kerbradius von 0.25 mm und einem Kerbwinkel von 45° durch maschinelle Bearbeitung so in den Probekörper eingebracht, dass eine Resthöhe am Kerbgrund von 0.40 in (10.16 mm) erhalten bleibt.
- Sofern die Kerbempfindlichkeit nach Verfahren D gemessen werden soll, sind Probekörper mit unterschiedlichen Kerbradien anzufertigen. Neben der Standardkerbe nach Verfahren A werden dazu auch Probekörper mit einem Kerbradius von 0.04 in (1,0 mm) hergestellt.
Das könnte Sie auch interessieren
Unsere Experten in der Kunststoff-Prüfung

