ASTM D256: Plastiklerde Izod çentik darbe dayanımı
ASTM D256 standardına göre yapılan Izod çentik darbeli eğme testi, plastiklerin darbe dayanıklılığını belirlemeye yönelik en önemli test yöntemlerinden biridir. Ancak uygulamada birçok test, yetersiz numune hazırlığı, yanlış ayarlama veya uygun olmayan test sistemleri nedeniyle başarısızlıkla sonuçlanmaktadır.
Standartlara uygun sarkaçlı darbe test cihazları ile ASTM standardının gereklilikleri güvenilir bir şekilde yerine getirilebilir ve malzeme karşılaştırması, kalite güvencesi ve malzeme geliştirme için tekrarlanabilir ölçüm değerleri elde edilebilir.
Yaygın hata kaynakları Test uygulaması Kullanım alanları ASTM D256 için sıkça sorulan sorular İndirmeler Ücretsiz ve bağlayıcı olmayan danışmanlık

ASTM D256 Izod Çentikli Darbe Dayanımı: Kısaca en önemli bilgiler
- Uygulamada birçok test, hatalı numune hazırlığı, yanlış hizalama veya uygun olmayan test sistemleri nedeniyle başarısızlıkla sonuçlanmaktadır.
- Standartlara uygun test teknikleri ve kontrollü test koşulları, güvenilir ve tekrarlanabilir ölçüm sonuçları sağlar.
- Artan test hacimlerinde manuel işlemler, sonuç sapmalarını artırır, test sürelerini uzatır ve personel ihtiyacını yükseltir
- Plastikler için uygun sarkaç darbeli mekanizmalar kullanılarak tipik hata kaynakları önlenebilir ve istikrarlı sonuçlar elde edilebilir.
- Bu test, malzeme geliştirme, kalite güvencesi ve mal kabul kontrolü gibi alanlarda kullanılmaktadır.
- testXpert test yazılımı, merkezi değerlendirme, mevcut sistemlere (ERP/LIMS) entegrasyon ve sapmaların erken tespitini mümkün kılar.
ASTM D256 standardının uygulaması: Sık karşılaşılan hata kaynakları ve test sonuçlarına etkileri
Uygulamada, ASTM D256 standardına göre yapılan Izod çentikli darbe dayanımı testlerinde, test prosedüründeki veya standart şartnamelerdeki sapmalar nedeniyle sıklıkla güvenilmez veya karşılaştırılamaz sonuçlar ortaya çıkmaktadır. Numune hazırlama, test düzeneği veya test koşullarındaki en ufak hatalar bile ölçülen darbe dayanımını önemli ölçüde etkileyebilir.
Tipik nedenler ve bunların etkileri şunlardır:
- Yetersiz veya hatalı numune hazırlığı: Farklı çentik açma aletleri veya yöntemleri nedeniyle çentik açılırken ortaya çıkan küçük hatalar (geometri, derinlik, konum) ve yetersiz çentik kalitesi (ör. çapak oluşumu, çatlaklar) bile çentik bölgesindeki gerilim yoğunluğunu değiştirir. Bu nedenle, ölçülen çentikli darbe dayanımı, malzemenin gerçek davranışından önemli ölçüde sapabilir.
- Numune boyutları ve çentik geometrisindeki sapmalar: Standartlara uygun olmayan boyutlar veya geometriler, sonuçların artık referans değerlerle veya diğer testlerle karşılaştırılamamasına neden olur.
- Numune işlemede hatalar: Izod numunesinin ısı kabininden çıkarılması ile test edilmesi arasındaki gecikmeler (ASTM D256’ya göre en fazla 5 saniye), sıcaklık kaybına ve test sonuçlarında doğruluk sapmalarına yol açabilir.
- Numunelerin hatalı hizalanması ve sabitlenmesi: Numune doğru şekilde hizalanmaz veya farklı bağlama kuvvetlerine maruz kalırsa, kırılma davranışı etkilenir. Sonuç, ölçüm sonuçlarında artan sapmalardır.
- Uygun olmayan sarkaç çekiç seçimi: Çalışma kapasitesi uygun olmayan bir sarkaç çekiç (darbe enerjisi, çalışma kapasitesinin en fazla %85’i olmalıdır) veya optimum ölçüm aralığının dışında kullanımı, sonuçların doğruluğunu olumsuz etkileyebilir.
- Numune dışında oluşan enerji kayıplarının göz ardı edilmesi: Ölçüm yöntemi, tüm enerji kayıplarının numune üzerinden değerlendirileceği varsayımına dayanır. Sürtünme veya titreşim gibi dış enerji kayıpları, minimize edilmez veya düzeltilmezse sonuçları yanıltır.
- Sürtünme kayıplarının yetersiz düzeltilmesi: Hava sürtünmesi ve sarkaç çekicin yatak noktalarındaki sürtünme, kaçınılmaz enerji kayıplarına neden olur. Düzenli kalibrasyon ve kontrol yapılmaz, ayrıca ilgili sarkaç çekice doğru şekilde atanmazsa sistematik hatalar ortaya çıkar.
- Test cihazının yetersiz kütleye sahip olması veya stabil olmayan bir şekilde kurulması: Sarkaç darbe cihazı yeterince ağır değilse ya da titreşimsiz bir şekilde konumlandırılmamışsa (örneğin dengesiz bir laboratuvar masası üzerinde), test sırasında oluşan titreşim ve hareketler ek enerji kayıplarına ve dolayısıyla hatalı sonuçlara yol açabilir.
Tekrarlanabilir ve karşılaştırılabilir sonuçlar elde etmek için, testin standartlara uygun bir şekilde titizlikle yürütülmesi hayati önem taşır; bununla birlikte, numune hazırlığından test sisteminin seçimine ve istikrarlı test koşullarına kadar, operatör etkilerinin en aza indirilmesi de büyük önem taşır.

Test şu şekilde gerçekleştirilir:
Sarkaçlı çekiç, darbe gövdesi bulunan bir sarkaç çubuğundan oluşur ve sürtünmesi az olan bir yatağa sabitlenmiştir. Test sırasında sarkaçlı çekiç, tek tarafı sabitlenmiş, çentikli bir numuneye belirli bir enerjiyle vurur. Bu sırada kinetik enerjinin bir kısmı malzeme tarafından emilir, böylece sarkaçlı çekiç numuneyi deldikten sonra artık başlangıçtaki düşme yüksekliğine ulaşamaz. Düşme yüksekliği ile yükselme yüksekliği arasındaki farktan, emilen darbe enerjisi hesaplanır.
Numune dikey olarak sabitlenir, böylece çentik tam olarak en büyük eğme momentinin olduğu bölgede bulunur. Kontrollü bir sıkıştırma kuvveti – örneğin pnömatik sıkıştırma sistemleri aracılığıyla – tekrarlanabilir test sonuçlarına önemli ölçüde katkıda bulunur.




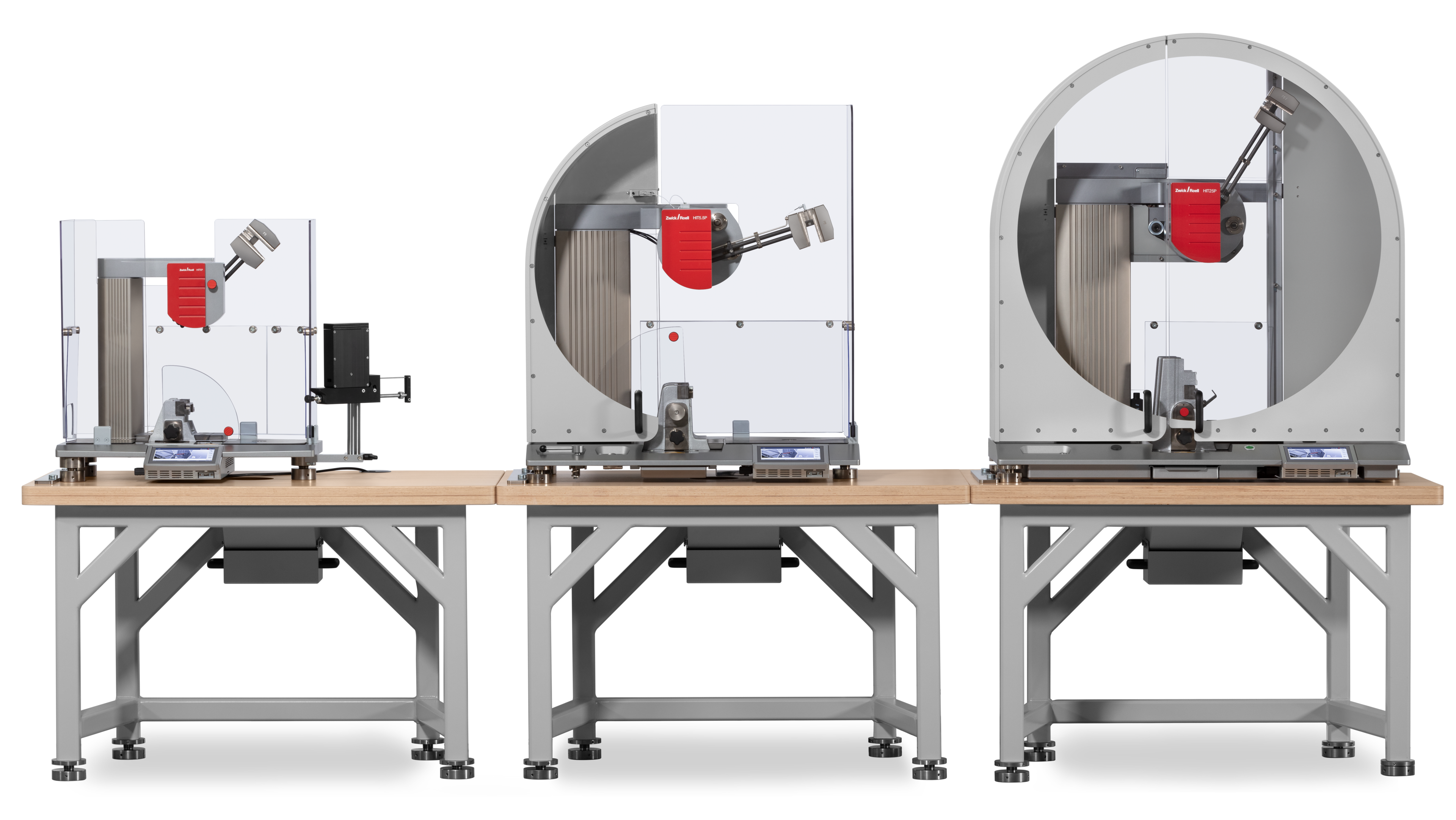
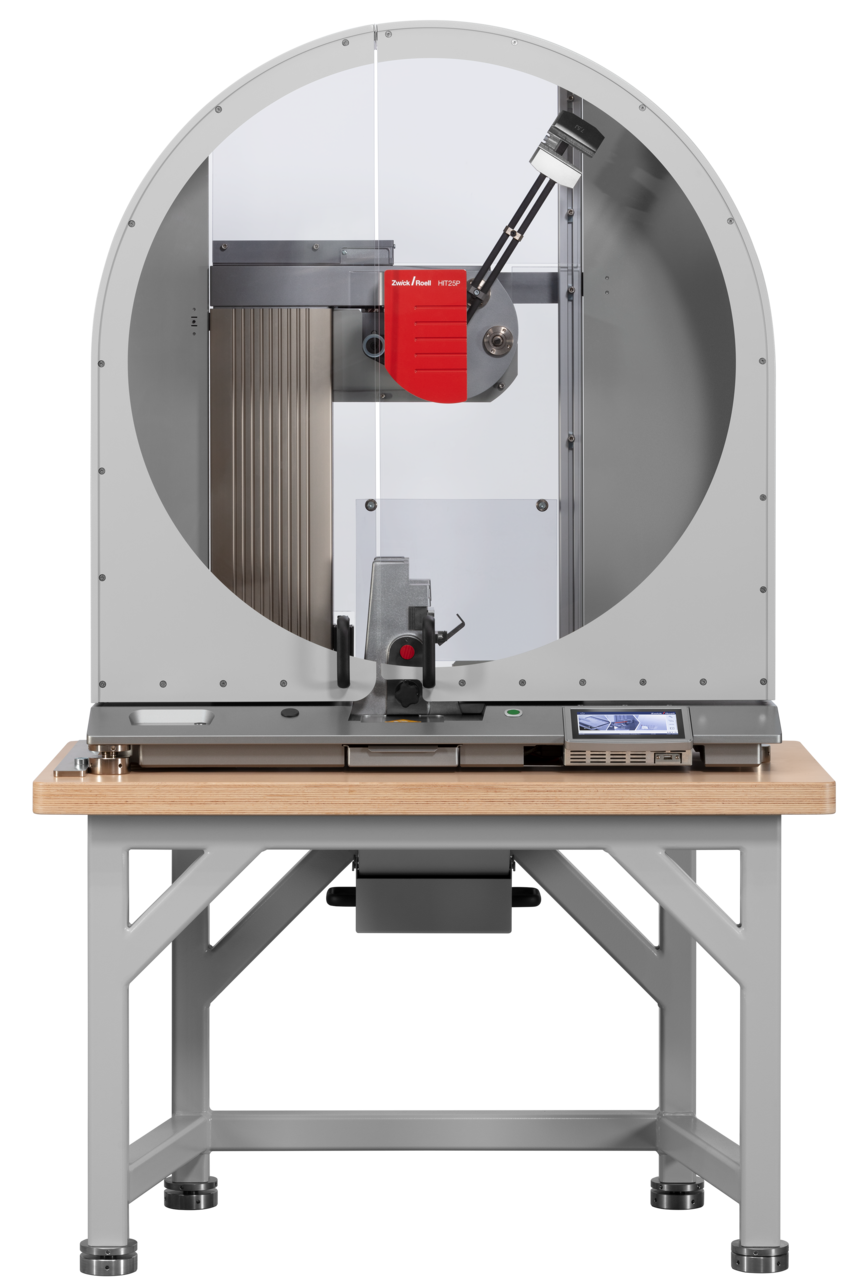
ASTM D256 standardına göre Izod yöntemiyle yapılan çentikli darbe testi için ZwickRoell'in plastikler için sarkaçlı darbe test cihazları kullanılabilir.
Izod sarkaçlı darbe test cihazları iki farklı darbe kolu seçeneği sayesinde manuel hassas veya pnömatik hızlı gerdirme imkanı sunarak, sıkıştırmaya duyarlı malzemeler dahil olmak üzere çok çeşitli numunelerin güvenli ve tekrarlanabilir bir şekilde sabitlenmesini sağlar. Merkezleme tertibatı ve hızlı değiştirilebilir yuvalar, her numunenin tam olarak hizalanmasını sağlar ve sıcaklık kontrollü ile sıkıştırmaya duyarlı malzemelerin de standartlara uygun ve güvenilir bir şekilde test edilmesini garanti eder.
ASTM D256 standardına uygun standart sarkaçlı çekiç, 610 ± 2 mm düşme yüksekliğinde 2,75 J darbe enerjisine sahiptir. Aynı düşme yüksekliğinde çalışma kapasitesinin iki katına çıkarılmasıyla daha büyük çekiç boyutları elde edilir. Bundan yaklaşık 3,46 m/s'lik bir çarpma hızı elde edilir. Standartlara uygun testler için, ölçüm için yeterli çalışma kapasitesine sahip en hafif sarkaçlı çekiç seçilir.
Güvenilir ölçüm sonuçları elde etmek için sürtünme veya titreşim kaynaklı kayıplar gibi dış etkenler en aza indirilmelidir. Bu nedenle, yüksek kaliteli sarkaçlı darbe cihazları, enerji kayıplarının minimumda kalması için uygun şekilde kalibre edilmiş ve yapısal olarak tasarlanmıştır. Örneğin, ZwickRoell’in sarkaçlı darbe sistemleri gibi modern sistemler, tek yönlü karbon malzemelerden üretilmiş, son derece hafif ve yüksek rijitliğe sahip sarkaçlı çift çubuklar kullanır; bu çubuklar, kütleleri çok düşük olmakla birlikte titreşimleri azaltmak ve ölçüm hassasiyetini artırmak için optimum rijitlik sağlar.

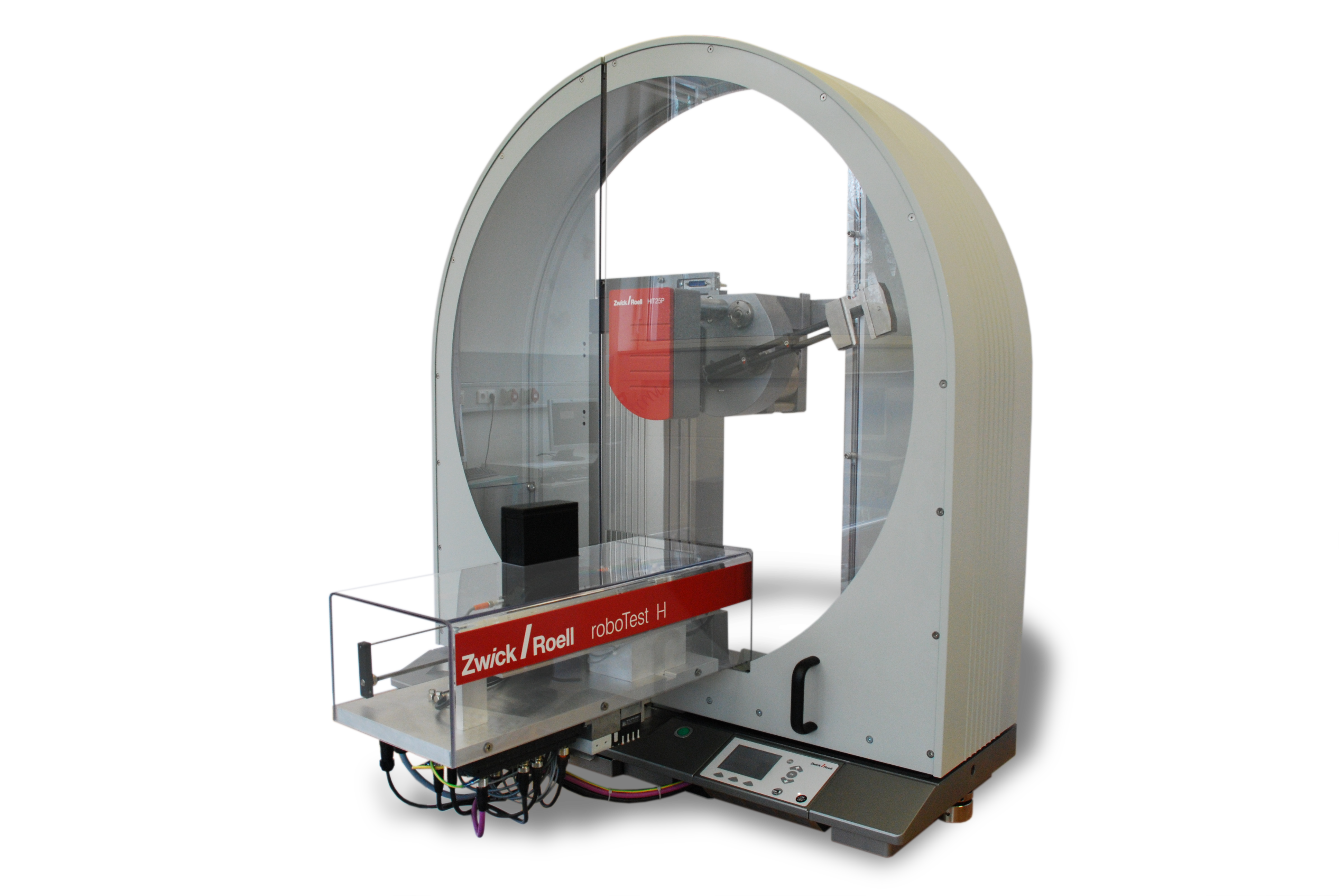
Bu cihaz kaynaklı faktörlerin yanı sıra, uygulamada test süreçlerinin tekrarlanabilirliği ve verimliliği üzerinde en büyük etkiyi kullanıcı faktörü yaratmaktadır. Özellikle yüksek üretim adetlerinde veya tekrarlanan test görevlerinde, manuel işlemler nedeniyle ek sapmalar, daha uzun test süreleri ve artan personel maliyetleri ortaya çıkmaktadır. ZwickRoell'in roboTest H robotik test sistemi, numunelerin otomatik beslenmesini, sıcaklık kontrolünü ve konumlandırılmasını üstlenerek sabit test koşulları sağlar ve operatör etkilerini önemli ölçüde azaltır.


ASTM-D256 testlerini otomatikleştirmek ve süreçleri optimize etmek mi istiyorsunuz?
Robotik test sistemlerimiz, Izod çentikli darbe testlerinin tamamen otomatik olarak gerçekleştirilmesini sağlar; böylece sabit test koşulları, daha az sapma ve manuel müdahale gerektirmeyen verimli seri testler elde edilir.
Otomasyon uzmanlarımız size memnuniyetle danışmanlık hizmeti sunacaktır!
Video: Plastik testler için sarkaç darbe test cihazları
ZwickRoell, HIT serisi sarkaç darbe test cihazları ile plastik testleri için özellikle hassas ve ekonomik bir çözüm sunar. Sarkaç darbe test cihazları 5 ila 50 joule arasında mevcuttur ve sadece standartlaştırılmış ASTM D256 Izod çentikli çubuk darbe uygulamasının değil, aynı zamanda ASTM, ISO ve DIN'e uygun olarak Charpy, Dynstat ve darbe çekme testlerinin de yapılmasını sağlar.

Kullanım Durumları: ASTM D256'ya göre test yönteminin uygulama alanları
ASTM D256 standardına göre yapılan Izod çentikli darbe dayanımı testinin tipik uygulama alanları, sert plastiklerin ani darbelere maruz kaldığı veya mekanik sağlamlıklarının güvenilir bir şekilde değerlendirilmesi gereken her türlü durumdur. Bu test, geliştirme, kalite güvencesi ve malzeme onay süreçlerinde kullanılan karşılaştırılabilir parametreler sağlar.
Bu test yönteminin tipik uygulama alanları şunlardır:
- Malzeme geliştirme sürecinde malzeme karşılaştırması: Farklı polimer malzemeler, bileşikler veya formülasyonlar, Izod darbe dayanımı açısından karşılaştırılabilir. Bu sayede, malzemeler yüksek mekanik yüklerin olduğu uygulamalar için özel olarak seçilebilir veya optimize edilebilir.
- Üretimde kalite güvencesi: Seri üretimde ASTM-D256 testi, malzeme özelliklerinin tutarlılığını izlemek için kullanılır. Hammaddeler, işleme süreçleri veya partiler arasındaki farklılıklar erken aşamada tespit edilebilir.
- Plastiklerin mal kabul kontrolü: Granül veya yarı mamullerin kontrolü sırasında, teslim edilen malzemelerin istenen mekanik özellikleri karşıladığı doğrulanır.
- Bileşenlerin ve alınan numunelerin incelenmesi: Numuneler, parçadaki gerçek malzeme özelliklerini kontrol etmek amacıyla doğrudan hazır parçalardan veya enjeksiyon kalıplı parçalardan alınabilir.
- Yaşlanma ve çevresel etkilerin değerlendirilmesi: Karşılaştırmalı testler sayesinde, örneğin sıcaklık yüklemesi, ortamla temas veya UV ışınlarının etkisiyle Izod darbe dayanımındaki değişiklikler analiz edilebilir.

testXpert test yazılımını kullanarak ASTM D256'ya göre testlerin optimum entegrasyonu
Her şey için tek bir test yazılımı: ASTM D256'ya göre darbe dayanımı testi, çekme testi, bükme testi, akış testi. Ve tüm veriler birlikte analiz edilebilir.
- Çok sayıda içe ve dışa aktarma seçeneği, testXpert'in ve ASTM D256'ya göre darbe testinin süreçlerinize ideal entegrasyonunu sağlar. Test yazılımı, örneğin şirketinizin kendi ERP veya LIM sistemi gibi diğer sistemlerden gelen verileri otomatik olarak okur ve okur.
- ASTM D256'ya uygun olarak numune boyutlarının ölçümü entegre edilmiştir: Numunenin artık genişliği, yüksekliği ve genişliği, bir tuşa dokunarak ölçüm cihazından testXpert'e iletilir.
- ASTM D256'ya göre darbe dayanımı testi, çekme testi, eğilme testi ve akış testinden elde edilen tüm karakteristik değerler ortak bir veritabanında saklanır. Test verilerinin tüm uygulamalarda bulunması, değerlendirilmesi ve karşılaştırılması kolaydır. İstediğiniz yerden bir web tarayıcısı aracılığıyla kolayca erişebilirsiniz.
- Trend Analysis basit bir kalite kontrol grafiği (SPC) sunarak kalite spesifikasyonlarından sapmaları erken bir aşamada fark etmenizi sağlar.
ASTM D256'ya göre Izod darbe dayanımı hakkında sık sorulan sorular
Charpy veya Izod yönteminin kullanıldığı geleneksel darbe testinde, bir sarkaç çekicinin test örneğini deldiğinde serbest bıraktığı enerji veya darbe işi ölçülür. Bu enerji, sarkaçlı çekiçin vuruş yüksekliği ile vuruştan sonraki yükselme yüksekliği arasındaki farktan çok kolay bir şekilde hesaplanabilir. ISO standartlarında darbe kuvveti, numunenin kesit alanına atıfta bulunur ve [kJ/m2] olarak ifade edilirken, ASTM standartlarında bu enerjiyi numunenin kalınlığına, örneğin [ft lbf/in] olarak ifade etmek için ifade etmek gelenekseldir.
ASTM D256 standardına göre yapılan Izod çentikli darbe eğme testi, yüksek gerilme hızlarında darbe dayanımı ve çentik hassasiyeti için kalınlık bazlı bir enerji değeri şeklinde karakteristik değerler sağlar. Ayrıca şunlar da kullanılır:
- ASTM D4812:çentiksiz numunelerde darbe dayanımının ölçülmesi için bir Izod yöntemi
- ASTM D4508: küçük numunelerde (Chip-Impact) ölçüm yapmak için kullanılan bir Izod yöntemi olup, DIN 53435 standardına göre yapılan Dynstat darbe eğme testinin muadili niteliğindedir.
- ISO 180: Plastiklerin darbe ve çentik darbe dayanımını belirlemek için Izod yöntemiyle yapılan darbe testini açıklar. Kesit ile ilgili bir enerji değeri şeklinde yüksek gerilme oranlarında darbe dayanımı için karakteristik değerler sağlar.
Her iki test yöntemi de bir plastik malzemenin darbe dayanımını karakterize eder. Numunenin dik konumda tutulduğu Izod test yöntemi, genellikle in ASTM standartlarında kullanılır. 3 noktalı eğme düzeneği ile çalışan Charpy yöntemi, ISO standartlarında tercih edilen bir yöntemdir.
Her iki yöntemde de çentikli darbe mukavemeti ölçümü vardır. Bu amaçla, çentikli numune, çentikli darbe ile oluşan bükülmenin çekme bölgesinde kalacak şekilde vurulur. Izod testinde bu çekme bölgesi sarkaçlı çekiçin çarpma tarafında yer alırken, Charpy testinde ise bunun tam tersi tarafında yer alır.
Charpy yöntemi, düşük sıcaklıklarda yapılan testlerde avantajlar sunar; çünkü numunenin sarkaçlı darbe düzeneğindeki dayanak noktaları, sarkaçlı çekiçin çarptığı noktadan nispeten uzaktır. Bu sayede ilgili alandaki sıcaklık destekler tarafından geri çekilmez ve test numuneleri sıcaklık kontrollü bir kutudan basitçe beslenebilir.


ASTM D256'ya göre çentikli darbe testi, darbe yüklerine karşı davranışı karakterize etmek için tüm sert plastiklerde kullanılır. Ani bükme gerilimi, dar kenarlı darbede tek taraflı kenetlenmiş, çentikli bir numune üzerinde meydana gelir. Sonuç, numunenin kalınlık bazlı enerji alımı olarak gösterilir.
Bu standart, polimerik bir malzemenin çentik hassasiyetini incelemek için çeşitli yöntemler, çentik boyutları ve çentik düzenlemeleri sunar.
- Yöntem A, Izod çentik darbe dayanımı 27 J/m² veya daha fazla olan plastikler için kullanılır. Burada 0,25 mm'lik bir çentik yarıçapı kullanılır. Sonuç, çarpmadan sonra sarkaç çekicinin yükselme yüksekliğinden doğrudan hesaplanır.
- B Yöntemi çentikli Izod darbe dayanımının 27 J/m'den az olduğu çok kırılgan plastikler için kullanılır. A metoduna karşılık gelir, ancak ölçülen darbe çalışması, numunenin hesaplamalı sıkma çalışmasının miktarı ile düzeltilir.
- D Metodu bir polimer malzemenin çentik hassasiyetini karakterize etmek için kullanılır. Bu amaçla, farklı çentik yarıçaplarına sahip test numuneleri üzerinde çentik darbe dayanımı ölçülür ve çentik hassasiyeti, çentik yarıçapı üzerinde doğrusal bir gradyan olarak hesaplanır.
- Yöntem E, çentiksiz numunelerde darbe dayanımının tahmin edilmesine yarar. Bu amaçla çentikli numune, çentik darbe yönünün tersi olacak şekilde 180° döndürülerek sıkıştırılır. Sonuç, çentiksiz bir numunenin test edilmesiyle yalnızca kısmen karşılaştırılabilir.
ASTM D256 standardına göre hazırlanan numunelerin dış boyutları, 2,5 inç (63,5 mm) uzunluk ve 0,5 inç (12,5 mm)0.04 yükseklik olarak belirlenmiştir. Enjeksiyon kalıplama ile üretilen numunelerin genişliği 0,118 inç (3,0 mm) ile 0,5 inç (12,5 mm) arasında olabilir; ancak genellikle 1/8 inç (3,2 mm) veya ¼ inç (6,35 mm) genişliğinde numuneler kullanılır.
Kesin bilgi, test edilecek malzemenin malzeme özelliklerinde bulunabilir veya ilgili taraflar arasında kararlaştırılmalıdır. Bileşenlerden alınan numunelerde, bileşenin kalınlığı genellikle genişliği belirler. Daha ince kalınlıklarından alınan numuneler, ASTM D1822 'ye göre çekme darbe testinde test edilir.
Yöntem, çentikli darbe dayanımının ölçümünü tanımladığı için numuneye çentik açılmalıdır.
- Standart Yöntem A’da, kesik yarıçapı 0,25 mm ve kesik açısı 45° olan bir kesik, numuneye mekanik işleme yoluyla, kesik tabanında 0,40 inç (10,16 mm) kalıntı yüksekliği kalacak şekilde açılır.
- Çentik duyarlılığı D yöntemine göre ölçülecekse, farklı çentik yarıçaplarına sahip numuneler hazırlanmalıdır. Yöntem A'ya göre yapılan standart çentiklerin yanı sıra, çentik yarıçapı 0,04 inç (1,0 mm) olan numuneler de hazırlanmaktadır.

