ASTM D256: Stanovení vrubové houževnatosti plastů
Zkouška vrubové houževnatosti metodou Izod podle ASTM D256 patří mezi nejdůležitější metody pro stanovení rázové houževnatosti plastů. V praxi však často dochází k tomu, že zkoušky neproběhnou úspěšně. Důvodem může být nedostatečná příprava vzorků, nesprávné upnutí nebo nevhodně zvolený zkušební systém.
Kyvadlová rázová kladiva, která byla navržena v souladu s normami, dokážou spolehlivě splnit požadavky normy ASTM a zajistit reprodukovatelné výsledky, ať už pro porovnávání materiálů, kontrolu kvality či vývoj materiálů.
Časté zdroje chyb Postup zkoušky Oblasti použití Často kladené dotazy k ASTM D256 Ke stažení Požádat o nezávaznou konzultaci

ASTM D256: Stanovení vrubové houževnatosti metodou lzod: Klíčové informace
- V praxi často dochází k tomu, že zkoušky neproběhnou úspěšně. Důvodem může být nedostatečná příprava vzorků, nesprávné upnutí nebo nevhodně zvolený zkušební systém.
- Zkušební metody v souladu s příslušnými normami a řízené zkušební podmínky hrají pro dosažení reprodukovatelných výsledků zásadní roli.
- Při vysokém počtu zkoušek však mohou faktory spojené s ruční manipulací obsluhy se vzorky způsobovat větší rozptyl výsledků, delší dobu zkoušení či zvýšené provozní náklady.
- Použití vhodných kyvadlových rázových kladiv pro zkoušení plastů pomáhá eliminovat typické zdroje chyb a zajišťuje konzistentní výsledky.
- Výsledky zkoušek najdou uplatnění například při vývoji materiálů, kontrole kvality a vstupní kontrole zboží.
- Zkušební software testXpert umožňuje centralizované vyhodnocování, integraci do stávajících systémů (ERP/LIMS) a včasnou detekci odchylek.
Zkoušky podle ASTM D256 v praxi: Časté zdroje chyb a jejich vliv na výsledky zkoušek
V praxi bývají výsledky zkoušek vrubové houževnatosti metodou Izod podle ASTM D256, které jsou nespolehlivé nebo je mezi sebou nelze porovnávat, často způsobeny odchylkami v průběhu zkoušky nebo nedodržením požadavků normy. I drobné chyby v přípravě vzorků, nastavení zkoušky nebo ve zkušebních podmínkách mohou významně ovlivnit naměřené hodnoty rázové houževnatosti.
Mezi typické příčiny a jejich dopady patří:
- Nedostatečná nebo nesprávná příprava vzorků: I malé nepřesnosti při přípravě vrubu (geometrie, hloubka, poloha) způsobené různými nástroji či postupy či nekvalitní příprava vrubu (jako otřepy, trhliny), mění koncentraci napětí v místě vrubu. Naměřená vrubová houževnatost se tak může výrazně lišit od skutečného chování materiálu.
- Odchylky v rozměrech vzorků a geometrii vrubu: Rozměry nebo tvary, které neodpovídají normě, vedou k výsledkům, které nelze porovnávat se specifikovanými hodnotami ani s jinými zkouškami.
- Chyby při manipulaci se vzorky: Zpoždění mezi vyjmutím vzorku pro zkoušku metodou Izod z teplotní komory a samotným provedením zkoušky (norma ASTM D256 stanovuje maximálně 5 sekund) může vést ke ztrátě teploty a nepřesnostem ve výsledcích.
- Nepřesné vyrovnání a upnutí vzorků: Pokud není vzorek přesně umístěn nebo jsou použity rozdílné upínací síly, dochází ke změnám chování lomu. To vede k většímu rozptylu výsledků zkoušky.
- Nesprávně zvolené kyvadlové kladivo: Kyvadlové kladivo s nevhodně zvolenou energetickou kapacitou (rázová energie nesmí překročit 85 % kapacity zařízení) nebo kyvadlo pracující mimo optimální měřicí rozsah může mít negativní vliv na přesnost výsledků.
- Nedostatečné zohlednění ztrát energie mimo zkušební vzorek: Zkušební metoda předpokládá, že veškeré energetické ztráty jsou způsobeny přerážením vzorku. Vnější ztráty (např. třením nebo vibracemi) však výsledky zkreslují, pokud nejsou minimalizovány nebo korigovány.
- Nedostatečné zohlednění třecích ztrát: Tření vzduchu a tření v ložiscích kyvadlového kladiva způsobují nevyhnutelné energetické ztráty. Pokud není zařízení pravidelně kalibrováno a kontrolováno nebo není kyvadlové kladivo vhodně zvoleno, dochází k systematickým chybám.
- Nedostatečná hmotnost nebo nestabilní umístění zkušebního zařízení: Pokud nemá zařízení dostatečnou hmotnost nebo není stabilní a dochází k vibracím (např. pokud je umístěno na nestabilním laboratorním stole), mohou vibrace a pohyby během zkoušky způsobit dodatečné ztráty energie, a tím i chybné výsledky.
Pro dosažení reprodukovatelných a srovnatelných výsledků je zásadní provádět zkoušku přesně v souladu s normou a současně minimalizovat vliv obsluhy. To je důležité nejen při zajištění stabilních zkušebních podmínek, ale už i při přípravě vzorků či výběru zkušebního systému.

Jak zkouška probíhá:
Kyvadlové kladivo se skládá z kyvadlové tyče s úderníkem a je upevněno na ložisku s nízkým třením. V průběhu zkoušky kladivo udeří definovanou energií do vrubovaného zkušebního tělesa, které je upnuto na jednom konci. Část kinetické energie pohltí materiál, takže kladivo po průchodu vzorkem již nedosáhne své původní výšky zdvihu. Pohlcená rázová energie se stanovuje z rozdílu mezi výškou pádu a výškou zpětného zdvihu.
Vzorek je při zkoušce upnut svisle tak, aby se vrub nacházel přesně v oblasti maximálního ohybového momentu. Řízená upínací síla – například pneumatickými upínacími systémy – významně přispívá k reprodukovatelnosti výsledků zkoušky.




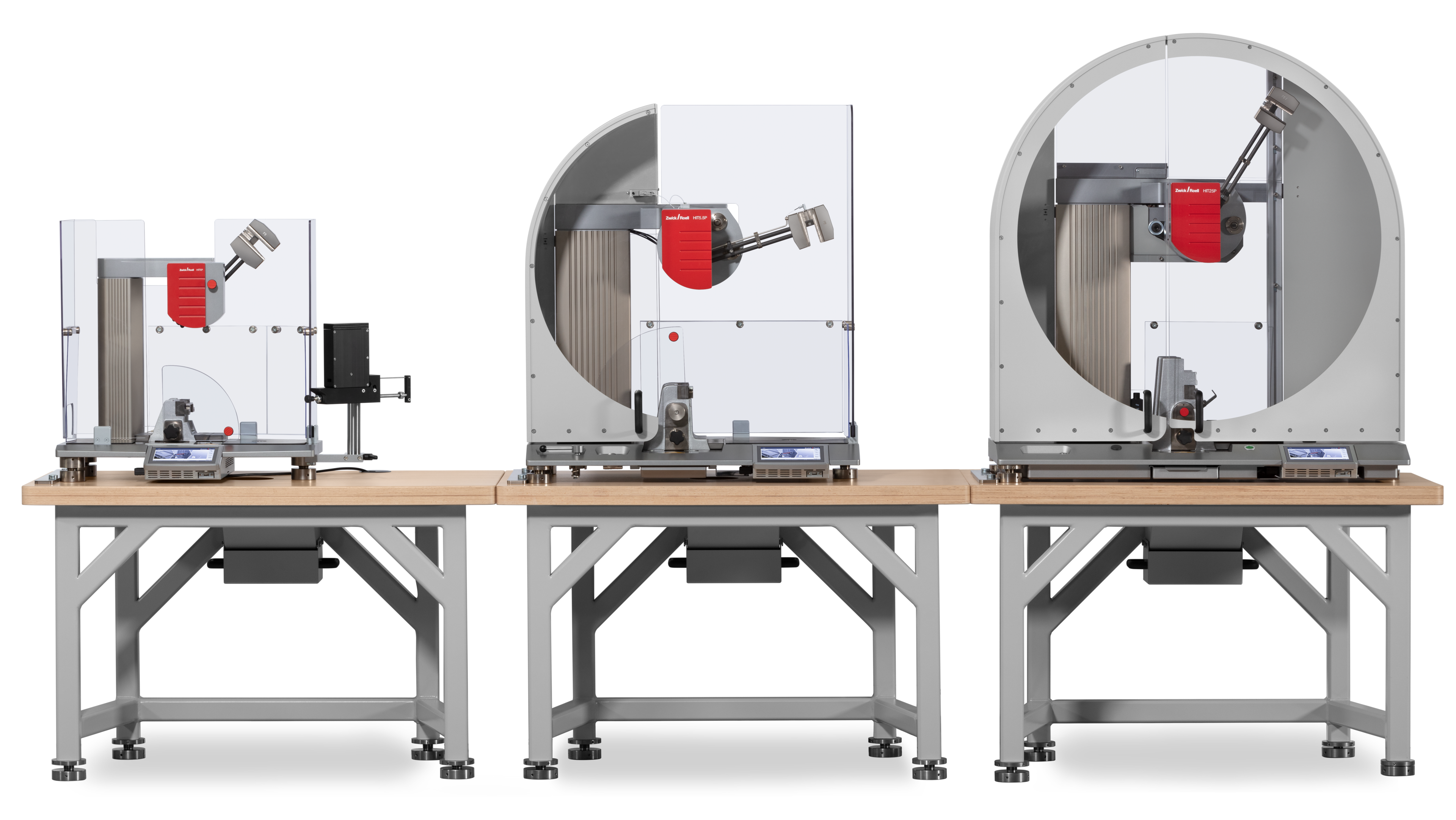
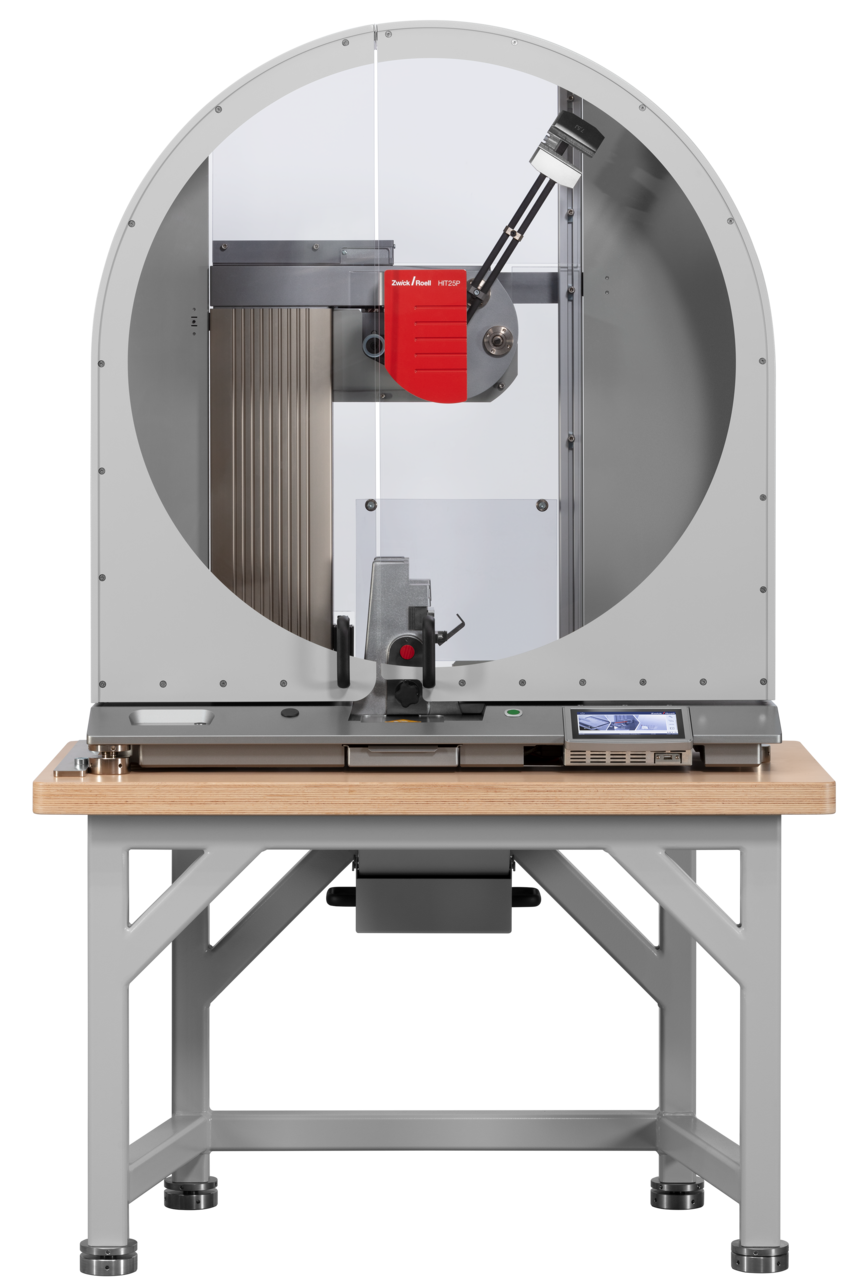
Kyvadlová rázová kladiva ZwickRoell lze použít pro zkoušky vrubové houževnatosti plastů metodou Izod podle normy ASTM D256.
Kyvadlová rázová kladiva pro metodu Izod umožňují spolehlivé a reprodukovatelné upnutí různých vzorků díky dvěma možnostem upínacích čelistí. Nabízí se jak manuální jemné upínání, tak i rychlé pneumatické upínání. Díky tomu je možné optimálně manipulovat i se vzorky, které jsou citlivé na sevření. Integrované středicí zařízení a rychle vyměnitelné vložky zajišťují přesné upnutí každého vzorku. Díky tomu lze spolehlivě provádět zkoušky v souladu s normou i takových materiálů, které je zapotřebí temperovat nebo jsou citlivé na sevření.
Standardní kyvadlové kladivo podle normy ASTM D256 má počáteční potenciální energii 2,75 J při stanovené výšce pádu 610 ± 2 mm. Další velikosti kladiva mají dvojnásobnou počáteční potenciální energii při stejné výšce pádu. Výsledkem je nárazová rychlost přibližně 3,46 m/s. Pro zkoušky podle normy ASTM D256 se volí nejlehčí možné kyvadlové kladivo, jehož energie je pro provedení měření dostatečná.
Aby byly výsledky spolehlivé, je nutné minimalizovat vnější vlivy, jako jsou ztráty třením nebo vibracemi. Kvalitní kyvadlová rázová kladiva jsou proto odpovídajícím způsobem kalibrována a konstrukčně navržena tak, aby byly energetické ztráty co nejmenší. Moderní systémy, například ty od společnosti ZwickRoell, využívají kyvadlová kladiva s dvojitými tyčemi z jednosměrných uhlíkových materiálů, která mají velmi nízkou hmotnost a zároveň vysokou tuhost. To zaručuje účinné potlačení vibrací a zvýšení přesnosti měření.

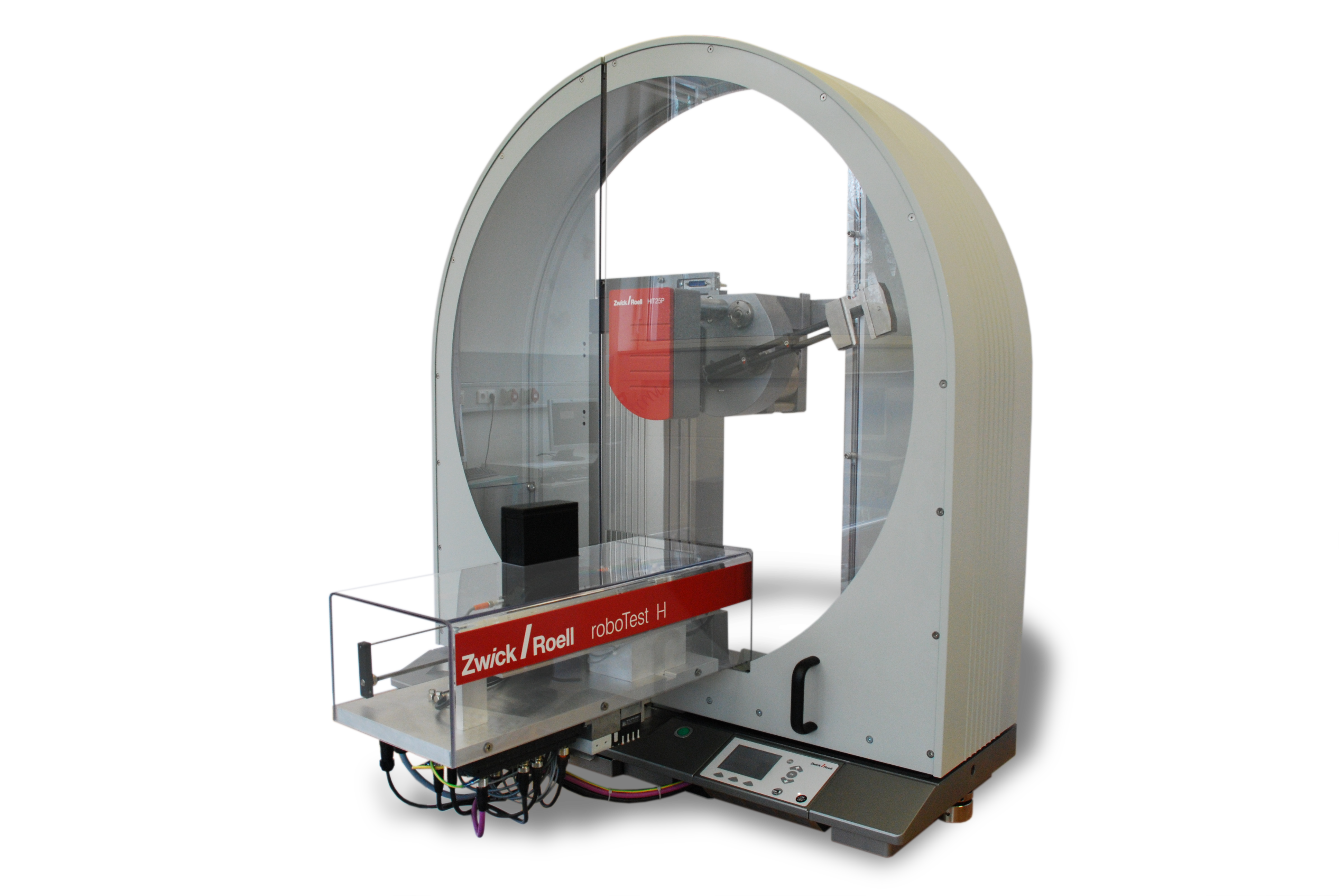
Vedle faktorů daných samotným zkušebním zařízením ovlivňuje reprodukovatelnost a efektivitu zkoušek v praxi ve značné míře také obsluha. Zejména při provádění zkoušek většího množství vzorků nebo při opakovaných měřeních vede manuální manipulace k rozdílným výsledkům, delší době zkoušení a vyšším personálním nákladům. Robotický zkušební systém roboTest H ZwickRoell zajišťuje automatické podávání, temperování a polohování zkušebních těles. Tím vytváří konzistentní zkušební podmínky a výrazně omezuje vliv obsluhy na výsledky měření.


Chcete provádět zkoušky v souladu s normou ASTM D256 automatizovaně a optimalizovat své procesy?
Naše robotické zkušební systémy umožňují provádět plně automatizované zkoušky rázem metodou Izod, které zajišťují konstantní zkušební podmínky, minimalizují variabilitu výsledků a umožňují efektivněji testovat i větší série bez nutnosti manuální obsluhy.
Naši odborníci na automatizaci vám s radostí poradí!
Video: Kyvadlová rázová kladiva pro zkoušení plastů
Řada kyvadlových rázových kladiv HIT pro zkoušení plastových materiálů ZwickRoell nabízí vysoce přesné a cenově výhodné řešení. Kyvadlová rázová kladiva jsou k dispozici v rozsahu od 5 do 50 joulů a hodí se nejen pro provádění standardizovaných zkoušek rázové houževnatosti metodou Izod podle ASTM D256, ale také zkoušek Charpy, Dynstat a zkoušek rázem v tahu podle norem ASTM, ISO a DIN.

Aplikace v praxi: Oblasti použití zkušební metody podle ASTM D256
Typické oblasti použití zkoušky vrubové houževnatosti metodou Izod podle normy ASTM D256 zahrnují situace, kdy jsou tuhé plasty vystaveny rázovému zatížení nebo kdy je nutné spolehlivě posoudit jejich mechanickou odolnost. Zkouška poskytuje srovnatelné charakteristické hodnoty, které se využívají při vývoji materiálů, kontrole kvality i při schvalování materiálů pro dané použití.
Mezi typické oblasti použití této zkušební metody patří:
- Hodnocení materiálů v rámci vývoje: Různé polymerní materiály, směsi nebo receptury lze porovnávat na základě jejich vrubové houževnatosti. To umožňuje cílený výběr nebo optimalizaci materiálů pro oblasti s vyšším mechanickým namáháním.
- Kontrola kvality ve výrobě: V sériové výrobě se zkouška podle ASTM D256 využívá ke sledování konzistence materiálových vlastností. To umožňuje včas odhalit odchylky v surovinách, zpracování nebo jednotlivých výrobních šaržích.
- Kontrola kvality vstupního materiálu: Při zkoušení granulátů nebo polotovarů slouží tato metoda k ověření, že dodané plasty mají požadované mechanické vlastnosti.
- Zkoušení součástí a odebraných vzorků: Vzorky lze odebírat přímo z hotových dílů nebo vstřikovaných výrobků. To umožňuje ověřit, že součásti skutečně splňují požadované vlastnosti.
- Hodnocení stárnutí a vlivů prostředí: Srovnávací zkoušky umožňují analyzovat změny vrubové houževnatosti metodou Izod, například v důsledku teplotního zatížení, kontaktu s chemickými látkami nebo působením UV záření.

Optimální zkoušení podle ASTM D256 s použitím softwaru testXpert
Jedno softwarové řešení pro všechny zkoušky: zkouška rázové houževnatosti podle ASTM D256, zkouška tahem, zkouška ohybem, zkouška toku taveniny. Všechna data lze vyhodnocovat společně.
- Různé možnosti importu a exportu dat zajišťují optimální propojení zkoušky rázem podle ASTM D256 a testXpert s vašimi procesy. Zkušební software může automaticky načítat/posílat data z/do jiných systémů, například podnikových systémů ERP nebo LIMS.
- Měření rozměrů zkušebních těles podle ASTM D256 je integrováno: Během měření se výška, šířka a šířka pod vrubem vzorku přenášejí z měřicího zařízení do počítače s testXpert stisknutím tlačítka.
- Všechny vyhodnocované výsledky získané zkouškou rázem podle ASTM D256, tahem, ohybem a toku taveniny jsou ukládány společně do jedné databáze. Veškerá zkušební data jsou snadno dohledatelná a reprodukovatelná – všemi aplikacemi. Přístup je snadný odkudkoli prostřednictvím webového prohlížeče.
- Naše funkce analýzy trendů poskytuje jednoduchý regulační diagram kontroly kvality (SPC), který umožňuje včas odhalit případné odchylky od specifikací kvality.
Často kladené dotazy ke zkoušce metodou Izod podle ASTM D256
Při tradiční rázové zkoušce metodou Charpy nebo Izod se měří rázová energie, kterou vydá kyvadlové kladivo při nárazu do vzorku. Tuto energii lze snadno určit z rozdílu mezi výškou spuštění kyvadlového kladiva a výškou jeho zdvihu po nárazu. V normách ISO se energie nárazu vztahuje k ploše průřezu vzorku a udává se v [kJ/m²], zatímco v normách ASTM je běžné vztahovat tuto energii k tloušťce vzorku a uvádět hodnotu rázové houževnatosti například v [ft lbf/in].
Vrubová houževnatost podle Izoda v souladu s ASTM D256 poskytuje charakteristické hodnoty odolnosti při rázu a vrubové citlivosti při vysokých rychlostech deformace jako hodnotu energie závislé na tloušťce vzorku. Dále se využívají také normy:
- ASTM D4812: Zkušební metoda Izod pro měření rázové houževnatosti vzorků bez vrubů.
- ASTM D4508: Zkušební metoda Izod pro měření malých vzorků (čipy), která je obdobou rázové zkoušky Dynstat podle normy DIN 53435
- ISO 180: Tato norma popisuje rázovou zkoušku metodou Izod pro stanovení rázové houževnatosti různých plastových vzorků. Poskytuje charakteristické hodnoty rázové houževnatosti při vysokých rychlostech deformace vztažené na průřez zkušebního vzorku.
Obě zkušební metody charakterizují rázovou houževnatost plastového materiálu. V normách ASTM se obvykle používá zkušební metoda Izod, při níž je vzorek umístěn vertikálně. Normy ISO upřednostňují metodu Charpy, která vychází z tříbodového ohybu.
Obě metody se používají k měření vrubové houževnatosti. Vrubovaný zkušební vzorek je při zkoušce rázem ohýbán tak, aby se vrub nacházel v oblasti namáhané tahem. Při zkoušce metodou Izod se tato tahová zóna nachází na nárazové straně kyvadlového kladiva, při zkoušce metodou Charpy na opačné straně.
Metoda Charpy přináší různé výhody při zkouškách za nízkých teplot. Místo, kde je vzorek ve zkušebním zařízení umístěn, je totiž relativně daleko od místa, do kterého kladivo udeří. Tímto způsobem není teplota zkušebního vzorku v kritické oblasti ovlivňována podpěrami. Vzorky lze jednoduše podávat, například z temperovacího zařízení s řízenou teplotou.


Vrubovaná rázová zkouška metodou Izod podle ASTM D256 se používá u všech plastů k hodnocení chování při rázovém zatěžování. Vrubovaný zkušební vzorek, upnutý na jednom konci, je při bočním rázu namáhán ohybem. Výsledek je prezentován jako absorpce energie vzorku v závislosti na jeho tloušťce.
Tato norma povoluje různé postupy zkoušky, velikosti vrubů a uspořádání podle citlivosti polymerního materiálu na vrub.
- Metoda A se používá pro plasty s houževnatostí podle Izoda větší nebo rovnou 27 J/m. V takovém případě se používá rádius vrubu 0,25 mm. Výsledek se vypočítá přímo z výšky zdvihu kyvadlového kladiva po úderu.
- Metoda C se používá pro velmi křehké plasty s houževnatostí podle Izoda menší než 27 J/m. Tento postup odpovídá metodě A, avšak naměřená energie nárazu je korigována o velikost vypočtené odstředivé energie vzorku.
- Metoda D se používá k hodnocení vrubové citlivosti polymerního materiálu. Měří se vrubová houževnatost na vzorcích s různými poloměry vrubu a vrubová citlivost se vypočítá jako lineární gradient v závislosti na poloměru vrubu.
- Metoda E se používá k hodnocení rázové houževnatosti vzorků bez vrubu. Při této metodě se vzorek otočený o 180° upne tak, aby byl vrub orientován proti směru rázu. Výsledek je pouze částečně srovnatelný se zkouškou vzorku bez vrubu.
Vnější rozměry vzorků podle normy ASTM D256 jsou definovány takto: délka 2,5 palce (63,5 mm), výška 0,5 palce (12,5 mm). Šířka vstřikovaných vzorků může být v rozmezí od 0,118 palce (3,0 mm) do 0,5 palce (12,5 mm), přičemž se běžně používají vzorky o šířce 1/8 palce (3,2 mm) nebo 1/4 palce (6,35 mm).
Přesné údaje lze nalézt ve specifikacích zkoušeného materiálu nebo je zapotřebí je dohodnout mezi zúčastněnými stranami. U vzorků, které jsou odebrány ze součástí, určuje šířku obvykle tloušťka stěny součásti. Vzorky odebrané z tenčích tlouštěk stěn se zkoušejí rázem podle normy ASTM D1822.
Vzhledem k tomu, že metoda popisuje měření vrubové houževnatosti, musí být vzorek vrubovaný.
- Při běžně používané metodě A se do vzorku vyfrézuje zářez o poloměru 0,25 mm a úhlu 45° tak, aby na základně vrubu zůstala výška 0,40 palce (10,16 mm).
- Má-li být vrubová citlivost měřena podle metody D, musí mít vzorky vyrobeny různé poloměry vrubů. Kromě standardního vrubu podle metody A se používají vzorky s poloměrem vrubu 0,04 palce (1,0 mm).

