
布氏硬度計算方式
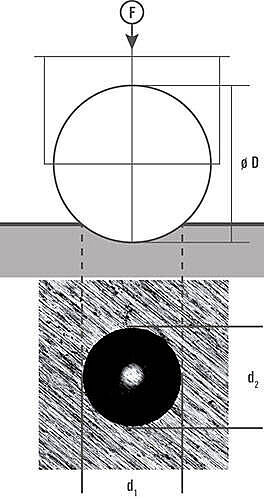
計算出施加試驗力 F (以牛頓 N 為單位)和移除試驗力後試樣殘餘壓痕表面面積(壓痕投射面積)的商,即可得出布氏硬度 HBW(詳布氏硬度計算公式)。為了計算殘餘球壓痕的表面積,使用兩條垂直對角線 d1 和 d2(以毫米為單位)的算術平均值 d,因為布氏壓痕的底面通常不是完美的圓形。
實際上,在確定硬度值時,並不是針對每個單獨的測試都計算公式。硬度值可從表格測定,即使用專門編程的硬度測試軟體,將所有標準化的球形壓頭直徑與試驗力之硬度值以直徑 d 的平均壓痕函數顯示。
試驗力的選擇應使平均壓痕直徑d在0.24D~0.6D之間。
為能夠遵守這些限制,必須使試驗力與球的直徑相互協調。這導致布氏方法中不同的力-直徑指數(也稱為載荷水平或載荷係數),其中試驗力與球直徑平方的商保持恆定:B = 0.102*F/D2。五大常見的試驗力-直徑指數為 1、2.5、5、10 和 30。以不同球體直徑與試驗力測試材料時,必須在相同的試驗力-直徑指數內,以便達到可對照的測試結果(詳 「布氏測試法與應用層面」概覽表)。
選擇球直徑時,必須使凹痕覆蓋盡可能大的工件區域(代表樣品)。
根據標準 (ISO 6506),測試負載應在最短 2 秒到最長 8 秒內增加到最終值。一般來說,測試負載的停留時間為10至15秒(s)。如果停留時間更長,則還必須在硬度值中標示持續時間(以秒為單位),例如:210 HBW 5/250/30 (停留時間 30 秒).

使用布氏測試方法進行硬度測試的優點與缺點
布氏法具有以下優點:
- 布氏法可用於測試非均質材料(例如鑄件),因為大球與許多晶體(材料的不同金相成分)接觸,從而形成機械平均值。
- 可以在多種試驗力和球直徑之間進行選擇,以適應最廣泛的應用。
- 相對較大的測試壓痕比較小的維氏壓痕更容易測量。
- 試品表面可能很粗糙。
布氏法有以下缺點:
- 試樣表面的品質必須良好,因為壓痕是透過光學測量的。這意味著須準備好合適的測試地點。
- 在高測試負載(例如 HBW 10/3000)的宏觀範圍內進行測試時,待測材料變形的風險很高,並且由於壁的形成而產生測量誤差的風險。因此,良好的照明對於確保正確評估測試壓痕非常重要(例如借助環形燈)。
- 在非常硬的材料的薄樣品上應用該方法的限制(詳見布氏方法,最小試樣厚度)。
- 該過程相對緩慢(與洛氏方法相比)。測試週期大約需要 30 到 60 秒,不包括製備試樣所需的時間。
布氏硬度測試方法及應用實例
布式測試法適用於軟質金屬 (輕金屬、鉛、錫) 與重金屬,如:鋼、鐵的硬度測試。
對具有不同球直徑和試驗力的材料進行布氏試驗必須在相同的力直徑指數(“布氏試驗程序”)內進行,以便能夠直接比較測量的硬度值。
下表概述介紹了按力-直徑指數、相關硬度範圍和推薦應用(材料)分組的布氏方法。負載係數越高,可以或應該使用該力-直徑指數內的方法測試的金屬越硬。最常見的力直徑指數(負載係數)是 HBW 30。屬於 HBW 30 的布氏方法用於測試鋼和鐵等硬金屬。
| 材料 | 方法 | 壓頭 | 測試荷重 F | 負載程度 0.102 x F/D2 | 硬度範圍 HBW* |
|---|---|---|---|---|---|
| 鋼/鐵 | HBW 1/30 | 1 mm | 294.2 N | 30 | 95.5-653 |
| HBW 2.5/187.5 | 2.5 mm | 1.839 kN | |||
| HBW 5/750 | 5 mm | 7.355 kN | |||
| HBW 10/3000 | 10 mm | 29.42 kN | |||
| 輕金屬 銅/鋁 銅合金 鋁合金 | HBW 1/10 | 1 mm | 98.07 N | 10 | 31.8-218 |
| HBW 2.5/62.5 | 2.5 mm | 612.9 N | |||
| HBW 5/250 | 5 mm | 2.452 kN | |||
| HBW 10/1000 | 10 mm | 9.807 kN | |||
| 輕金屬 銅/鋁 不含銅合金 熱處理 | HBW 1/5 | 1 mm | 49.03 N | 5 | 15.9-109 |
| HBW 2.5/31.25 | 2.5 mm | 306.5 N | |||
| HBW 5/125 | 5 mm | 1.226 kN | |||
| HBW 10/500 | 10 mm | 4.903 kN | |||
| 輕金屬 | HBW 1/2.5 | 1 mm | 24.52 N | 2.5 | 7.96-54.5 |
| HBW 2.5/15.625 | 2.5 mm | 153.2 N | |||
| HBW 5/62.5 | 5 mm | 612.9 N | |||
| HBW 10/250 | 10 mm | 2.452 kN | |||
| 輕金屬 鉛/錫 | HBW 1/1 | 1 mm | 9.807 N | 1 | 3.18-21.8 |
| HBW 2.5/6.25 | 2.5 mm | 61.29 N | |||
| HBW 5/25 | 5 mm | 245.2 N | |||
| HBW 10/100 | 10 mm | 980.7 N | |||
*推薦硬度範圍符合。 符合 EN ISO 6506-4,表 2 | |||||
布氏試驗試樣壓痕的最小距離和最小試樣厚度
- 在布氏方法中,壓痕的位置必須確保與試樣邊緣以及各個壓痕之間有足夠的間隙。根據標準必須遵守的最小值可在圖表中找到。
- 試樣必須足夠厚,使凹痕不會在試樣底部(即支撐表面)造成任何明顯的變形。這意味著,根據標準,試樣的厚度必須至少比布氏球壓痕深度厚八倍。壓痕深度可以根據預期硬度值來估計,而預期硬度值又取決於平均壓痕直徑。因此,最小樣品厚度可以作為布氏壓頭的平均壓痕直徑和球直徑的函數得出。可以在此處找到詳細的表格,從中可以讀取相應的布氏硬度最小試樣厚度:
| 平均 壓痕直徑 (mm) | 最小試樣厚度(mm) | |||
|---|---|---|---|---|
| 球直徑(毫米) | ||||
| 1.0 | 2.5 | 5.0 | 10 | |
| 0.2 | 0.12 | |||
| 0.3 | 0.18 | |||
| 0.4 | 0.33 | |||
| 0.5 | 0.54 | |||
| 0.6 | 0.80 | 0.29 | ||
| 0.7 | 0.40 | |||
| 0.8 | 0.53 | |||
| 0.9 | 0.67 | |||
| 1.0 | 0.83 | |||
| 1.1 | 1.02 | |||
| 1.2 | 1.23 | 0.58 | ||
| 1.3 | 1.46 | 0.69 | ||
| 1.4 | 1.72 | 0.80 | ||
| 1.5 | 2.00 | 0.92 | ||
| 1.6 | 1.05 | |||
| 1.7 | 1.19 | |||
| 1.8 | 1.34 | |||
| 1.9 | 1.50 | |||
| 2.0 | 1.67 | |||
| 2.2 | 2.04 | |||
| 2.4 | 2.45 | 1.17 | ||
| 2.6 | 2.92 | 1.38 | ||
| 2.8 | 3.43 | 1.60 | ||
| 3.0 | 4.00 | 1.84 | ||
| 3.2 | 2.10 | |||
| 3.4 | 2.38 | |||
| 3.6 | 2.68 | |||
| 3.8 | 3.00 | |||
| 4.0 | 3.34 | |||
| 4.2 | 3.70 | |||
| 4.4 | 4.08 | |||
| 4.6 | 4.48 | |||
| 4.8 | 4.91 | |||
| 5.0 | 5.36 | |||
| 5.2 | 5.83 | |||
| 5.4 | 6.33 | |||
| 5.6 | 6.86 | |||
| 5.8 | 7.42 | |||
| 6.0 | 8.00 | |||


