General information on Brinell hardness testing
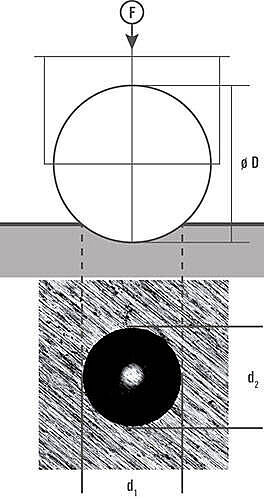
The indenter used in the Brinell test method is made of a hard metal ball of diameter D = 10; 5; 2.5 or 1 mm. It is applied to the specimen with a test force (to standard from 1 kg to 3000 kg) and held according to the holding time.
To calculate the Brinell hardness, two perpendicular diameters of the test indentation are measured on the specimen surface. In addition, the test force N and the diameter of the spherical indenter are required.

Brinell hardness test procedure to ISO 6506
In the Brinell hardness test, an optical method, the size of indentation left by the indenter is measured. In contrast to the optical Vickers method, in which a pyramid-shaped indenter is pressed into a specimen, the Brinell method uses a spherical indenter.
The larger the indentation left by the Brinell indenter with a specified ball diameter and under a defined test force on the surface of a workpiece (specimen), the softer the tested material.
According to ISO 6506, the spherical indenter made of hard metal (tungsten carbide) is pressed into a specimen (workpiece) with a defined test load (between 1 kgf and 3000 kgf) to determine the Brinell hardness (HBW).
What does Brinell hardness indicate?
Brinell hardness is a unit of measurement that indicates the hardness of a material. It is measured using the Brinell hardness method, for which a hardmetal ball is pressed into the material. The size of the resulting indentation is optically measured to determine the hardness of the material.
Brinell hardness is normally used for materials with large grain size, rough test surface or inhomogeneous materials, such as castings, alloys and forged components. It is defined as the ratio of the applied force to the surface area of the indentation. The unit of Brinell hardness is HBW (hardness according to Brinell with a tungsten carbide ball).
Brinell hardness calculation
The Brinell hardness HBW results from the quotient of the applied test force F (in newtons N) and the surface area of the residual indentation on the specimen (the projection of the indentation) after removal of the test force (see Brinell formula). To calculate the surface area of the residual ball indentation, the arithmetic mean d of the two perpendicular diagonals d1 and d2 (in mm) is used, because the base area of Brinell indentations is often not perfectly round.
In practice, when determining the hardness value, the formula is not calculated for every individual test. The hardness value can be alternatively determined from tables, that is a specially programmed hardness testing software, which displays the hardness value as a function of the average indentation diameter d for all standardized ball diameters and test loads.
The test force is to be selected so that the average indentation diameter d is between 0.24 D and 0.6 D.
To be able to comply with these limits, it is necessary to coordinate the test force with the ball diameter. This results in different force-diameter indexes (also referred to as loading levels or load factors) within the Brinell method, where the quotient of test force and square of the ball diameter is kept constant: B = 0.102*F/D2. The five common force-diameter indexes are 1, 2.5, 5, 10 and 30. Testing of a material with different ball diameters and test forces must be conducted within the same force-diameter index in order to achieve comparable test results (see overview table "Brinell methods and applications”).
The ball diameter must be selected in such a way that the indent covers the largest possible workpiece area – representative for the specimen.
According to the standard (ISO 6506), the test load should be increased to its final value within a minimum of two to a maximum of eight seconds. Generally, the dwell time for the test load is 10 to 15 seconds (s). If the dwell time is any longer, the duration in seconds must also be specified in the hardness value, e.g.: 210 HBW 5/250/30 (dwell time of 30 s).

Advantages and disadvantages of hardness testing using the Brinell method
The Brinell method offers the following advantages:
- The Brinell method can be used for testing non-homogeneous materials (e.g. castings), because the large ball comes into contact with many crystals (different metallographic constituents of the material), thereby forming a mechanical average value.
- A choice can be made between a large number of test forces and ball diameters for the widest variety of applications.
- Relatively large test indents that are easier to measure than rather small Vickers indentations.
- The specimen surface can be rough.
The Brinell method has the following disadvantages:
- The surface quality of the specimen must be good, because the indent is measured optically. This means that the test location must be prepared.
- High risk of deforming the material to be tested when testing in the macro range with high test loads (e.g. HBW 10/3000) and consequent risk of measuring errors due to wall formation. Therefore good illumination is important for ensuring correct evaluation of the test indent (e.g. with the aid of a ring light).
- Limitation in applying the method on thin specimens of very hard materials (see Brinell method, minimum specimen thickness).
- The process is rather slow (compared with the Rockwell method). The test cycle takes somewhere between 30 and 60 seconds, not including the time it takes to prepare the specimen.
Examples of Brinell hardness testing methods and applications
The Brinell method is suitable for hardness testing of soft metals (light metals, lead, tin) as well as hard metals, such as steel and iron.
Brinell testing of a material with different ball diameters and test forces must be conducted within the same force-diameter index („Brinell test procedure“) in order to enable direct comparison of the measured hardness values.
The table overview below presents the Brinell methods grouped by force-diameter index, the associated hardness range and recommended applications (materials). The higher the load factor, the harder the metals that can or should be tested with the methods within this force-diameter index. The most common force-diameter index (load factor) is HBW 30. Brinell methods belonging to HBW 30 are used for testing hard metals such as steel and iron.
| Material | Method | Indenters | Test load F | Degree of loading 0.102 x F/D2 | Hardness range HBW* |
|---|---|---|---|---|---|
| Steel/iron | HBW 1/30 | 1 mm | 294.2 N | 30 | 95.5-653 |
| HBW 2.5/187.5 | 2.5 mm | 1.839 kN | |||
| HBW 5/750 | 5 mm | 7.355 kN | |||
| HBW 10/3000 | 10 mm | 29.42 kN | |||
| Light metal Copper / aluminum Copper alloys Aluminum alloys | HBW 1/10 | 1 mm | 98.07 N | 10 | 31.8-218 |
| HBW 2.5/62.5 | 2.5 mm | 612.9 N | |||
| HBW 5/250 | 5 mm | 2.452 kN | |||
| HBW 10/1000 | 10 mm | 9.807 kN | |||
| Light metal Copper / aluminum Copper alloys w/o heat treatment | HBW 1/5 | 1 mm | 49.03 N | 5 | 15.9-109 |
| HBW 2.5/31.25 | 2.5 mm | 306.5 N | |||
| HBW 5/125 | 5 mm | 1.226 kN | |||
| HBW 10/500 | 10 mm | 4.903 kN | |||
| Light metals | HBW 1/2.5 | 1 mm | 24.52 N | 2.5 | 7.96-54.5 |
| HBW 2.5/15.625 | 2.5 mm | 153.2 N | |||
| HBW 5/62.5 | 5 mm | 612.9 N | |||
| HBW 10/250 | 10 mm | 2.452 kN | |||
| Light metals Lead / tin | HBW 1/1 | 1 mm | 9.807 N | 1 | 3.18-21.8 |
| HBW 2.5/6.25 | 2.5 mm | 61.29 N | |||
| HBW 5/25 | 5 mm | 245.2 N | |||
| HBW 10/100 | 10 mm | 980.7 N | |||
*Recommended hardness range acc. to EN ISO 6506-4, table 2 | |||||
Minimum distance of the specimen indentations and minimum specimen thickness for Brinell tests
- In the Brinell method, the indents must be positioned such that there is sufficient clearance from the specimen edge and between the individual indentations. The minimum values that must be adhered to according to the standards can be found in the diagram.
- The specimen must be thick enough for the indent not to cause any visible deformation on the underside of the specimen (supporting surface). This means that, according to the standard, the specimen must be at least eight times thicker than the indentation depth of the Brinell ball. The indentation depth can be estimated from the expected hardness value, which in turn depends on the average indent diameter. The minimum specimen thickness can therefore be derived as a function of the average indent diameter and the ball diameter of the Brinell indenter. A detailed table, from which the minimum specimen thickness can be read correspondingly for Brinell, can be found here:
| Average indentation diameter (mm) | Minimum specimen thickness (mm) | |||
|---|---|---|---|---|
| Ball diameter (mm) | ||||
| 1.0 | 2.5 | 5.0 | 10 | |
| 0.2 | 0.12 | |||
| 0.3 | 0.18 | |||
| 0.4 | 0.33 | |||
| 0.5 | 0.54 | |||
| 0.6 | 0.80 | 0.29 | ||
| 0.7 | 0.40 | |||
| 0.8 | 0.53 | |||
| 0.9 | 0.67 | |||
| 1.0 | 0.83 | |||
| 1.1 | 1.02 | |||
| 1.2 | 1.23 | 0.58 | ||
| 1.3 | 1.46 | 0.69 | ||
| 1.4 | 1.72 | 0.80 | ||
| 1.5 | 2.00 | 0.92 | ||
| 1.6 | 1.05 | |||
| 1.7 | 1.19 | |||
| 1.8 | 1.34 | |||
| 1.9 | 1.50 | |||
| 2.0 | 1.67 | |||
| 2.2 | 2.04 | |||
| 2.4 | 2.45 | 1.17 | ||
| 2.6 | 2.92 | 1.38 | ||
| 2.8 | 3.43 | 1.60 | ||
| 3.0 | 4.00 | 1.84 | ||
| 3.2 | 2.10 | |||
| 3.4 | 2.38 | |||
| 3.6 | 2.68 | |||
| 3.8 | 3.00 | |||
| 4.0 | 3.34 | |||
| 4.2 | 3.70 | |||
| 4.4 | 4.08 | |||
| 4.6 | 4.48 | |||
| 4.8 | 4.91 | |||
| 5.0 | 5.36 | |||
| 5.2 | 5.83 | |||
| 5.4 | 6.33 | |||
| 5.6 | 6.86 | |||
| 5.8 | 7.42 | |||
| 6.0 | 8.00 | |||




With the hardness converter app, you can effortlessly convert hardness values to ISO 18265 and ASTM E140 to other hardness scales or convert hardness values to tensile strength (Rm) – at any time and on the go.
More information on hardness converter app