Purchase directly through our online shop: the stationary DuraJet G5 and N3 Rockwell hardness testing machines for straightforward Rockwell hardness testing – as well as a range of portable Rockwell hardness testers
Purchase Online
Secure checkout. Fast delivery. ZwickRoell quality.

General knowledge on Rockwell hardness testing
In the Rockwell hardness test, a differential-depth method, the residual depth of the indent made by the indenter, is measured. In contrast, the size of the indentation is measured in the Brinell, Vickers and Knoop optical test methods.
The deeper a defined indenter penetrates the surface of a specimen with a specified test load, the softer the material that is being tested. The Rockwell hardness (HR) is then determined from the residual indentation depth, along with a few other factors (see below).
In hardness testing according to Rockwell, the total test force is applied in two steps. This is intended to eliminate effects from the roughness of the specimen surface (e.g., grooves on the specimen) as well as measurement errors caused by the play of the indentation depth measurement.

Sequence of the Rockwell hardness test (HR) to ISO 6508
- 1.Test step
First, the indenter is pressed into the specimen to be tested with the test preload, up to indentation depth h0. h0 defines the reference plane (base) for the subsequent measurement of the permanent indentation depth. - 2.Test step
The additional test force is then applied for a dwell time (several seconds) defined according to the standard, whereby the indenter penetrates the specimen to the maximum penetration depth h1. The sum of the test preload and additional test force is the total test force (also referred to as total force or main load). - 3.Test step
At the end of the dwell time, the additional test force is removed. The indenter moves back to the starting position by the amount of the elastic portion of the indentation depth within the total test force, and then stays at the level of the permanent indentation depth h (expressed in units of 0.002 or 0.001 mm). This is also referred to as differential depth (difference between the indentation depth before and after application of the total test force). With help of the permanent indentation depth h, the Rockwell hardness (HR) can then be calculated according to a formula defined in the ISO 6508 standard with reference to the applied Rockwell scale. - Rockwell test procedure
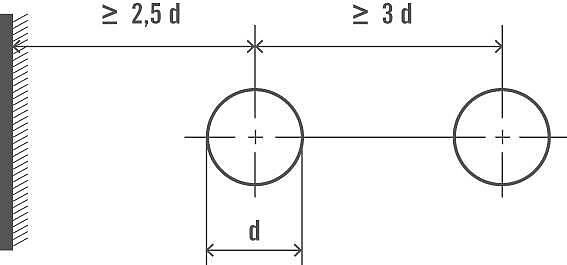
The test indentations must be set in such a way that there is sufficient distance to the edge of the specimen and between the individual test indentations. The minimum values that must be adhered to can be found in the diagram below.

Advantages and disadvantages of hardness testing using the Rockwell method
The Rockwell method offers the following advantages:
- No specimen preparation required (cutting, grinding, embedding)
- Direct reading of the hardness value; no optical evaluation required (measurement of diagonals as with optical methods)
- Quick (short test cycle) and economical method (hardness testers are comparatively cost-effective, since they don’t have to be equipped with elaborate optical systems like the machines for the optical Brinell, Vickers and Knoop methods)
- Non-destructive test; the specimen can be reused
The Rockwell method has the following disadvantages:
- It is not always the most accurate hardness testing method, as even a small differential depth measurement error can lead to a significant error in the calculated hardness value.
- The test location must be free of any dirt or debris (e.g. scale and cinder, foreign bodies or oil) to achieve a meaningful test result.
- The indenter has unknown effects on the test result, e.g. when the indenter is worn and the cone tip no longer adheres to the standard requirements (standard requirement: only use certified and calibrated indenters to minimize unwanted effects!).
- With increasing hardness, the materials are more difficult to differentiate.
Examples of Rockwell methods and applications
To achieve as broad an application range as possible for the Rockwell test, several methods were developed for both the Rockwell and the Super Rockwell processes.
The individual Rockwell methods are differentiated by:
- The type of indenter (material, shape and size or ball diameter);
- Magnitude of the total test force (total force or main load);
- The scale division (basis h0 for the residual indentation depth h to be measured is 100 or 130 (depending on the scale: 1 unit E = 0.002 mm or 0.001 mm)).
The resulting Rockwell methods use five different indenters (diamond cone with 120 degree curvature or a hard metal ball made of tungsten carbide with diameters: 1/16", 1/8", 1/4", 1/2") and six different total test forces (15, 30, 45, 60, 100, 150 kgf).
This results in 30 different Rockwell scales standardized according to ISO 6508 and ASTM E18 (e.g., A, B, C, 30N, 15T) or Rockwell test methods (e.g.: HRA, HRBW, HRC, HR30N, HR15TW), each covering different hardness ranges and consequently the widest variety of materials and applications (see table below).
Rockwell is often used as a quick test in production or in the laboratory, as well as for other processes, such as the Jominy end quench test / Jominy test.
The most common Rockwell method in practice is HRC. In principle, ball indenters are used for the hardness tests on softer materials and diamond indenters for testing harder materials. The diamond would destroy softer materials or pierce through them.
The table shows the Rockwell methods standardized according to ISO 6508 and their applications. The preload for all methods is 10 kgf.
| Method | Indenters | Main load (kgf) | Applications |
|---|---|---|---|
| HRA | Diamond 120° | 60 | Case-hardened steels and alloys, hard metals |
| HRBW | 1/16" ball | 100 | Copper (Cu) alloys, unhardened steels (in the USA, also for steel up to approx. 686 N/mm²) |
| HRC | Diamond 120° | 150 | Case-hardened steels and alloys, hard metals |
| HRD | Diamond 120° | 100 | Case-hardened steels and alloys, hard metals |
| HREW | 1/8" ball | 100 | Aluminum (Al) alloys, copper (Cu) alloys |
| HRFW | 1/16" ball | 60 | Thin, soft sheet steel |
| HRGW | 1/16" ball | 150 | Bronze, copper (Cu), cast iron |
| HRHW | 1/8" ball | 60 | Aluminum (Al), zinc (Zn), lead (Pb) |
| HRKW | 1/8" ball | 150 | Bearing metals and other very soft or thin materials, including plastics (see ASTM D785) |
| HRLW | 1/4" ball | 60 | |
| HRMW | 1/4" ball | 100 | |
| HRPW | 1/4" ball | 150 | |
| HRRW | 1/2" ball | 60 | |
| HRSW | 1/2" ball | 100 | |
| HRVW | 1/2" ball | 150 |
The following overview shows all Super Rockwell methods standardized according to ASTM E18, and their applications. The test pre-load for all methods is 3 kg.
| Method | Indenters | Main load (kgf) | Applications |
|---|---|---|---|
| HR15N | Diamond 120° | 15 | Workpieces with think case hardening |
| HR30N | 30 | ||
| HR45N | 45 | ||
| HR15TW | 1/16" ball | 15 | Thin sheet metal |
| HR30TW | 30 | ||
| HR45TW | 45 | ||
| HR15WW | 1/8" ball | 15 | Aluminum (Al), zinc (Zn), lead (Pb), tinplate |
| HR30WW | 30 | ||
| HR45WW | 45 | ||
| HR15XW | 1/4" ball | 15 | Aluminum (Al), zinc (Zn), lead (Pb), tinplate |
| HR30XW | 30 | ||
| HR45XW | 45 | ||
| HR15YW | 1/2" ball | 15 | Aluminum (Al), zinc (Zn), lead (Pb), tinplate |
| HR30YW | 30 | ||
| HR45YW | 45 |



Purchase directly through our online shop: the stationary DuraJet G5 and N3 Rockwell hardness testing machines for straightforward Rockwell hardness testing – as well as a range of portable Rockwell hardness testers
Purchase Online
Secure checkout. Fast delivery. ZwickRoell quality.

With the hardness converter app, you can effortlessly convert hardness values to ISO 18265 and ASTM E140 to other hardness scales or convert hardness values to tensile strength (Rm) – at any time and on the go.
More information on hardness converter app