ASTM D882準拠フィルム引張試験
ASTM D882は、厚さ1.0 mm(0.04インチ)未満の薄いプラスチックフィルムの引張特性を測定するための標準試験方法であり、フィルム包装業界において品質管理と研究開発の両面で非常に重要です。
以下では、ASTM D882の用途と重要性、試験片、試験手順と必要な試験装置、結果と主要な数値について概要を説明します。ASTM D882の詳細な情報については、規格を購入する必要があります。
ISO規格の同等規格であるISO 527-3はASTM D882に類似していますが、ISOでは追加の試験片形状が許可され、異なる試験速度と伸び計または試験片へのゲージマークの使用が要求されるため、技術的には同等とは見なされません。ASTM規格では、伸び計の使用は任意です。
試験片の厚さが 1.0 mm (0.04 インチ) を超えるプラスチックの引張試験は、試験方法 ASTM D638 に従って実行されます。

ASTM D882 の客観的特性値と測定特性値
薄いプラスチックフィルムは、食品や日用品の保護という包装業界において特に重要な役割を果たしています。プラスチックメーカーや包装会社は、測定された機械的特性を用いて、プラスチックフィルムの性能を評価し、製造されるフィルムバッチの品質管理や、継続的に改良された材料の開発に役立てています。
ASTM D882は、以下の特性値の測定について規定しています:
- 引張強度:最大力を試験片の元の断面積で割ることによって算出されます。結果は単位面積あたりの力(メガパスカル)で表されます。引張破断強度:引張強度と同様に計算されますが、最大力の代わりに破断時の力を使用します。
- 破断点:試験片が破断する瞬間の応力とひずみ
- 降伏点:曲線の勾配がゼロとなる点における応力とひずみ
- 弾性係数:薄いプラスチックフィルムの硬さを表す指標
- 破断時の引張エネルギー
- 破断係数:最大力を試験片の元の幅で割って計算されます(kN/m)
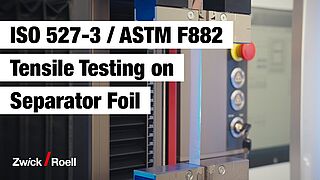
バッテリー試験におけるセパレーターフィルムの引張試験
リチウムイオン電池のセパレータフィルムは、アノードとカソードを分離し、電気的短絡を防止します。同時に、セパレータは電気化学セル内の回路を閉じるために必要なイオン化された電荷キャリアの流れを可能にします。
セラミックセパレータやガラス繊維不織布に加えて、ポリマー膜が主に使用されます。引張強度と破断時のひずみを確実に測定することで、動作時の機械的ストレス下におけるセパレータフィルムの完全性に関する情報が得られます。
セパレータフィルムが厚いほど、アノードとカソードの接触を効率的かつ安全に防止できますが、フィルムが薄いほど、バッテリーの重量を軽減し、エネルギー密度を向上させることができます。
試験に関しては、セパレーターの主な要件は、ISO 527-3 および ASTM D882 に準拠した引張試験、および EN 14477、ASTM D5748、ASTM F1306 に準拠した穿刺試験によってカバーされています。これらの試験は、現実的な機械的特性を得るために、電解液に浸漬した状態でも実施されます。
特にバッテリー材料に関するこれらの規格のさらなる開発に積極的に関与することで、ツビックローエルの試験方法は将来のあらゆる要件を満たし続けることを保証しています。


ASTM D882 試験片
厚さ(試験片厚さ)が最大1mmのフィルムおよびシートは、グリップ間距離より少なくとも50mm(2インチ)長い全長を持つストリップ試験片を用いて、ASTM D882に準拠して試験されます。試験片幅bは5mm~25.4mmとします。
- 品質保証用途の場合、ASTM D882に準拠した標準試験片は、グリップ間距離Lが100mm(4インチ)、全長が150mm以上です。
- 弾性率の測定では、ASTM D882 では、試験片が試験片ホルダーから滑り落ちることによる試験結果への影響を最小限に抑えるために、グリップ間の距離 L = 250 mm (10 インチ)、全体の長さ ≥ 300 mm を推奨しています。
ISO 527-3 でもストリップ試験片の使用が推奨されていますが、他の試験片の形状が指定されており、ショルダー試験片の形で他の種類の試験片も許可されています。
ASTM D882 および ISO 527-3 に準拠したストリップ試験片は、フィルム カッターを使用して簡単に作成できます。試験片の準備は特に注意して行う必要があります。ノッチや亀裂は、試験片の早期破損につながる可能性があるため、絶対に避けなければなりません。


試験の実行と試験装置
- ASTM D882 に従ってフィルム引張試験を実施する場合、試験片をクランプするときに試験片が垂直に揃っていることを確認することが重要です。使用する試験片グリップは、引張試験中に試験片がグリップ内で滑ったり、潰れたり、破損したりすることなく、薄いプラスチックフィルム試験片を均一かつ確実に保持できるものでなければなりません。
- フィルムによっては、面内方向(異方性)によって特性が変化する可能性があるため、両方向の試験片を試験する必要があります。
- テスト速度は、試験片の破断時の予想伸びに応じて、testXpert テスト ソフトウェアで設定できます。
- 剛性の低いフィルム試験片をセンタリングする際やクランプ圧力により、試験開始前に試験片に予張力がかかっている場合があります。これは、応力-ひずみ線図における湾曲脚の発生を防ぐために必要です。ただし、引張弾性率や電圧値を測定する際には、規定の電圧値を超えてはなりません。testXpert試験ソフトウェアを使用して、規格に準拠した予荷重を定義できるため、正確で再現性の高い試験結果を得ることができます。
ASTM D882 試験機
ASTM D882 に従った薄いプラスチックフィルムの引張試験は、破断荷重が低いため、通常、zwickiLine 500 N シングルコラム万能試験機で実施されます。弾性率測定に適したグリップ間距離 L = 250 mm の試験片の場合、破断時の伸びが大きいため、破断まで試験を行うには、zwickiLine シリーズの超高強度単柱ロードフレームを使用する必要がある場合があります。

ひずみ測定/伸び計
- ひずみ測定を行うために、ASTM D882 ではクロスヘッド変位測定、すなわち試験中の試験片グリップ間距離の変化からひずみを記録・計算する方法を推奨しています。ISO 527-3 のような伸び計は必要ありません。
- 試験片上の2点間のひずみを測定する伸び計をオプションとして使用できます。フィルム試験片は敏感なため、伸び計による試験片の接触点への負荷が可能な限り低くなるように注意する必要があります。したがって、非接触型ビデオ伸び計 (試験片の予想される歪みに応じて、videoXtens 2-150 HP または videoXtens 1-270 P)の使用をお勧めします。


ASTM D882 - 試験片グリップおよびチャック歯インサート
- 試験片の垂直方向の配置と、優しくかつ安全なクランプ技術は、プラスチックフィルム試験における課題であり、ASTM D882 に従って引張特性を正確に測定するために不可欠です。Fmax 1kNの空圧グリップとアルミニウム/Vulkollanジョーインサートを使用すると、試験中にクランプ圧力が維持されるため、収縮する傾向があるフィルムに特に有利です。
- 薄いプラスチックフィルムを試験片グリップに安全かつ迅速に挿入するための挿入補助具は、試験片の位置決め時のユーザーエラーとオペレーターの影響を軽減し、試験片の垂直方向の位置合わせを保証します。これにより、信頼性の高い試験結果が保証され、試験片のスループットが向上します。挿入補助具は、ASTM D882に準拠した様々な試験片の幅と長さに対応しています。





testXpert試験ソフトウェアを使用したASTM D882準拠のフィルム引張試験
当社の testXpert テストソフトウェア を使用すると、ASTM D882 に準拠したフィルム引張テストをシンプルかつ確実に実行できます。
- 規格準拠とオペレータ非依存を保証: テストプログラムは、標準規格に準拠して当社で一元的にパラメータ化および検証されています。すべてのシステム構成パラメータは自動的にロードされます。標準規格の広範な要件への準拠は、個々の担当者に依存するものではありません。
- 規格への徹底的な適合:試験プログラムでは、ツール間隔が絶対値で設定され、改ざん防止機能も備えています。これにより、試験片のグリップ間の正しい間隔(例:100 mm)を一目で認識し、追跡できるようになります。
- 試験はどれも重要なので、時間を節約できます:例えば、試験片の形状を修正した場合など、試験後に結果を再計算することもできます。

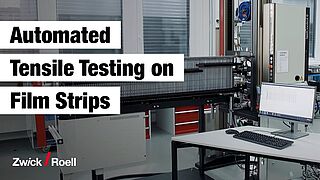
自動引張試験 ASTM D882 roboTest F
プラスチックフィルムの製造では、品質保証が不可欠です。さらに、電気自動車業界のような成長市場では、試験量の増加に伴い、フィルム試験のスループットと効率を向上させる自動化ソリューションが求められています。ZwickRoell はこの目的のためにroboTest F ロボット試験システムを開発しました。
- テストシステムには、拡張テスト領域を備えた AllroundLine 試験機が含まれています。
- 引張試験用の試験片は、最大200個の試験片をストック可能な試験片マガジンからシステムに供給されます。
- マガジンは、ベースと試験片をつかむためのグリッパーが付いた回転式チェーンで構成されています。
- グリッパーは試験片タイプや形状によって様々です。つまり、様々な寸法のフィルムを同じシステムで試験できるということです。
試験コストの中期的な削減に加え、このシステムの利点は、エラーのない試験にあります。オペレーターの影響を排除することで、試験結果の再現性は高くなります。