ISO 2439 壓痕硬度
ISO 2439 標準描述測定柔性泡棉壓痕硬度之國際程序,該程序提供重要特徵值,用以確定床墊、座椅、室內裝潢等物件之承重性能。
DIN 53579(壓痕硬度成品零件)及 ASTM D3574 測試 B1 以及各汽車製造商自家工廠標準中亦述及測試過程。 以下您將看到測試程序、試樣、測試結果和相應 ZwickRoell 產品組合之概述,以滿足您的特定要求與標準概述要求。 欲得全面資訊,取得標準勢在必行。
ISO 2439 程序與特徵值 ISO 2439 試樣 ISO 2439 測試與檢測設備 ISO 2439 相關影片
DIN 53579 測試程序及特徵值 DIN 53579 壓頭 用於模塑泡棉的試驗機

ISO 2439 程序及特徵值
壓痕硬度以牛頓為單位,指在預定條件下達到指定壓痕所需的總負載。
ISO 2439 建立了四種不同程序,用以測定壓痕硬度:
- 方法 A:標準試樣的實驗室程序,就材料比較而測定其特徵值:壓痕硬度指數 HA (40%/30s)(試樣厚度於 30 秒維持時間有 40% 壓痕)
- 方法 B:壓痕硬度特性 HB (25%、40%、65%/30s):施力(壓痕硬度)於此測定數次,待壓痕達 25%、40% 與 65% 後,分別維持 30 秒。
- 方法 C:檢查壓痕硬度 HC (40%/0s),無方法 A 數值相關性的維持時間;所得結果可與方法 A 相聯,但通常較高。
- 方法 D:低壓痕硬度指數 HD (25%/30s)對壓痕硬度檢驗測試而言是一個理想快速的程序,僅需一次預載循環。
ISO 2439 方法 E 建有壓縮撓度係數與滯後損失率的測定,提供承載性質相關額外資訊。
- 壓縮撓度係數 S f = 壓痕為 65% 時施力與壓痕為 25% 時施力的比率
- 磁滯損失率 Af = 循環形變期間,試樣加載與卸載之間的能量差。 它以負載能量的百分比表示。
ISO 2439 方法 A
ISO 2439 方法 B
ISO 2439 方法 C
ISO 2439 方法 D
ISO 2439 方法 E
ISO 2439 試樣
ISO 2439 代表測量標準試樣壓痕硬度的實驗室程序。
- ISO 2439 試樣為正方形,邊長為 380 mm,厚度為 50 ± 2 mm。
- 然而,若可於平面上測試,ISO 2439 亦可用於測試模塑發泡材。模塑發泡材亦可依據 DIN 53579 標準進行測試,該標準有英文版本。在此測試中,試樣以完整成品的形式(例如座墊、頭枕等)插入至專用形狀的模具中進行測試。
- 在測試前,試樣必須依照 ISO 23529 的規定進行至少 16 小時的調節處理。
執行測試與測試設備
- 上述測定壓痕硬度、壓縮撓度係數與滯後損失率的程序已定義出測試程序相關預載循環、預載及測量循環中壓痕、預載後與壓縮時的休息時間等不同參數。
- 測試使用預定義的壓頭。 於測試期間,彈性發泡材的形變依精準定義條件而測量,並顯示於施力-壓痕位移圖上。 此測試循環包括了預先加載的循環以用於調節試樣,隨後並測定特徵值。 汽車產業還有其他測試方法,其中有些有著不同的測試程序與特定的測試結果。
所有使用 ZwickRoell zwickiLine系列萬能試驗機與附帶撐板及壓頭的適當壓縮治具的方法均保證測試符合ISO 2439標準。 ProLine系列萬能試驗機也可用於組件測試與安裝寬達 400 mm 的壓縮板,並執行更大施力測試。
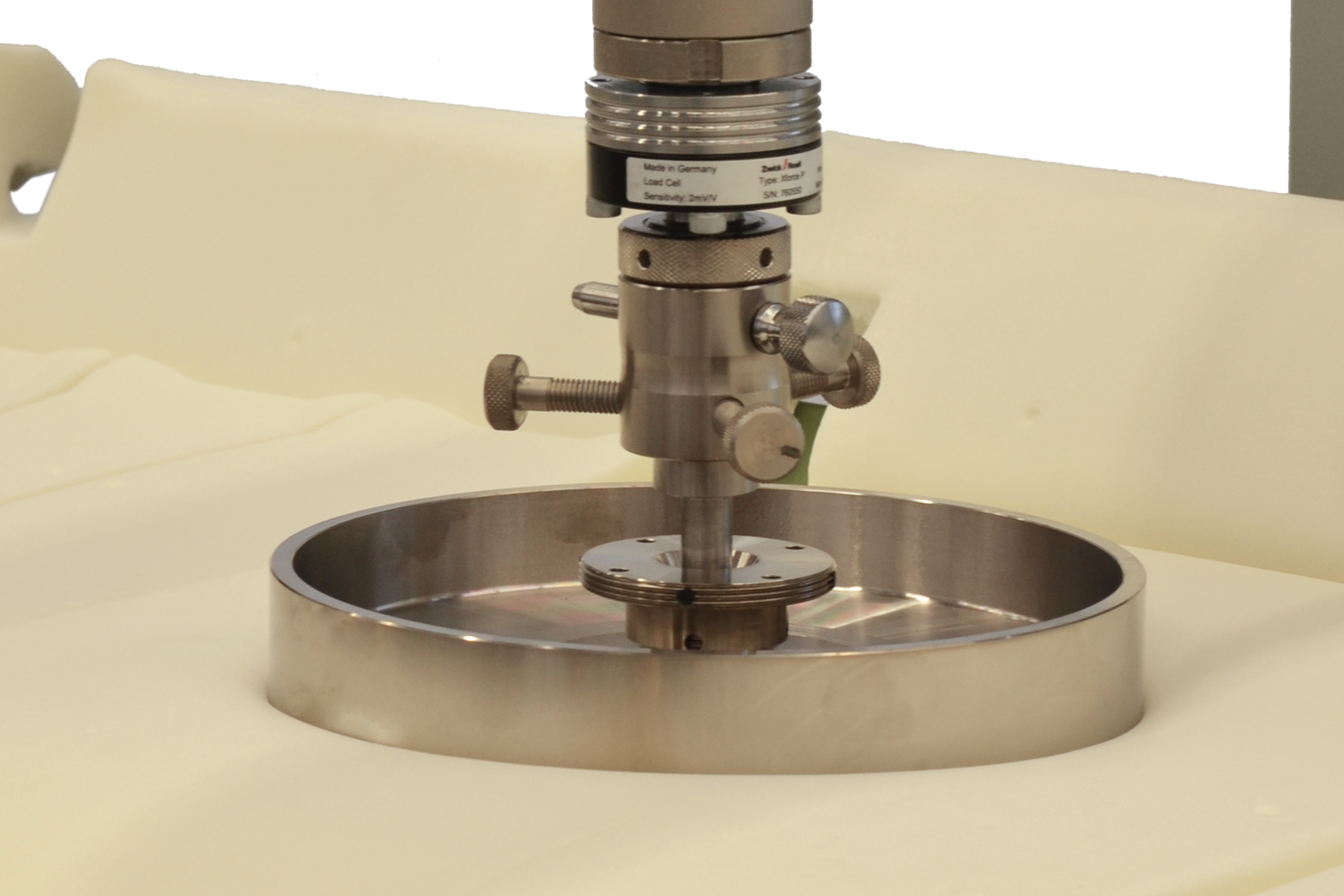
- 支撐板必須大於試樣並有穿孔(孔徑 6 mm,間距 20 mm)以防止形成氣墊。
- 壓痕須使用比試樣小的壓頭進行。 壓頭外觀光滑且呈圓頭,直徑 200 至 203 mm ,邊緣半徑為 1mm 。
相較於 根據 ISO 3386 所測得的壓縮硬度,ISO 2439 優點之一為消除了切割邊的影響。 若試樣夠大,則所得壓痕硬度值代表無關尺寸但可比較的特徵值適用於品質保證目的。



DIN 53579 程序及特徵值
DIN 53579 用於以下方法測定模塑泡棉於負載下之壓痕硬度或剩餘厚度:
- 依定義壓痕位移之壓痕力 IF </8226>(以牛頓為為單位)
- 依定義壓痕力、以 mm為單位之壓痕位移 ID。
模塑發泡材料的測試在許多汽車標準中都有不同的描述。Daimler 和 BMW 採用 DIN 標準;而 VW 福斯汽車的測試流程則基於 DIN 標準為基礎,並包含其他額外的方法說明。
DIN 53579與 ISO 2439 不同,僅規定測試方法,未規定測試參數。 以上皆需與製造商達成一致共識。 壓痕法類似 ISO 2439 中規定之原理;可能無法建立與其他標準(例如 ISO 2439、ISO 3386-1、ISO 3386-2)測試特性之關係。 ISO 等級未標準化, ASTM D3574 測試 B2亦述及成品零件程序。
測試序列三段預緊循環組成,其壓痕行進距離明顯大於測量循環。 施加預載後路徑零點對所有 3 段循環均有效。 在第 4 次加載(測量循環)前,須再次施加約定之預加載,並須將壓痕距離測量裝置設定為零值。



符合 DIN 53579 的試樣是其當前形態的模製零件。 每個版本的設計都有一個特定的子結構(模具嵌件) 以用於固定試樣。
待測試模製零件的不同設計與實務中各類要求常使壓頭必須適應各自的測試情況。 DIN 53579 提供三個不同尺寸、不同形狀的選擇,這些形狀也已在實踐中獲得證明。
- 圓形、扁平壓頭
- 球形/半球形壓頭
- 圓形、凸弧形壓頭
除了標準壓頭外,ZwickRoell 還提供各種專用壓頭。 尋求諮詢


根據 DIN 53579 標準進行發泡材測試的試驗機
本公司 cLine 試驗機專門用於測試大小型模塑泡棉,且有兩版本可供選擇,其中 Fmax 分別為 5 kN 或 10 kN:
- C 型設計,方便從三面進入
- 用於座椅測試之鉸鍊式翻板桌(1000 x 1450 mm)
- 用於床墊測試之滑動台(1000 x 2000 mm),可輕鬆將床墊移至所需測試位置
- 此機器側面支撐板可折疊,以便測試較小的模塑部件或進行拉伸測試




利用材料測試領域中領先的測試軟體
透過我們的 testXpert 測試軟體,您可以存取完整的測試資料庫,當中涵蓋所有彈性發泡材測試相關的 DIN、ISO 標準和 ASTM 標準。此外,ZwickRoell 提供許多符合汽車製造商廠家標準的標準試驗機,例如 Volkswagen 福斯集團、Daimler Chrysler、BMW、GM、PSA 集團、Ford 福特等及其他知名汽車廠牌。
ZwickRoell 的 testXpert 測試軟體提供以下功能:


