ISO 12004: Forming Limit Curve | Forming Limit Diagram
The forming limit curve (FLC) to ISO 12004 is an important parameter used in sheet metal forming. The forming limit curve is used in a two-stage experiment to generate critical deformation during testing. The results are then compared with existing deformation on the real component and evaluated.
Using the forming limit diagram (FLD), the failure limit of the material can be determined and materials can be compared to each other. This means that a suitable material for the forming process can be determined early in the development cycle and development times can be reduced. In addition, the forming limit analysis can be applied to production process monitoring, helping to increase product quality.
Forming limit curves are normally determined with cupping tests on sheet metal specimens to Nakajima (hemispherical cupping die) or to Marciniak (flat die).
Forming limit diagram Tools Evaluation Testing machines Requesting a consultation

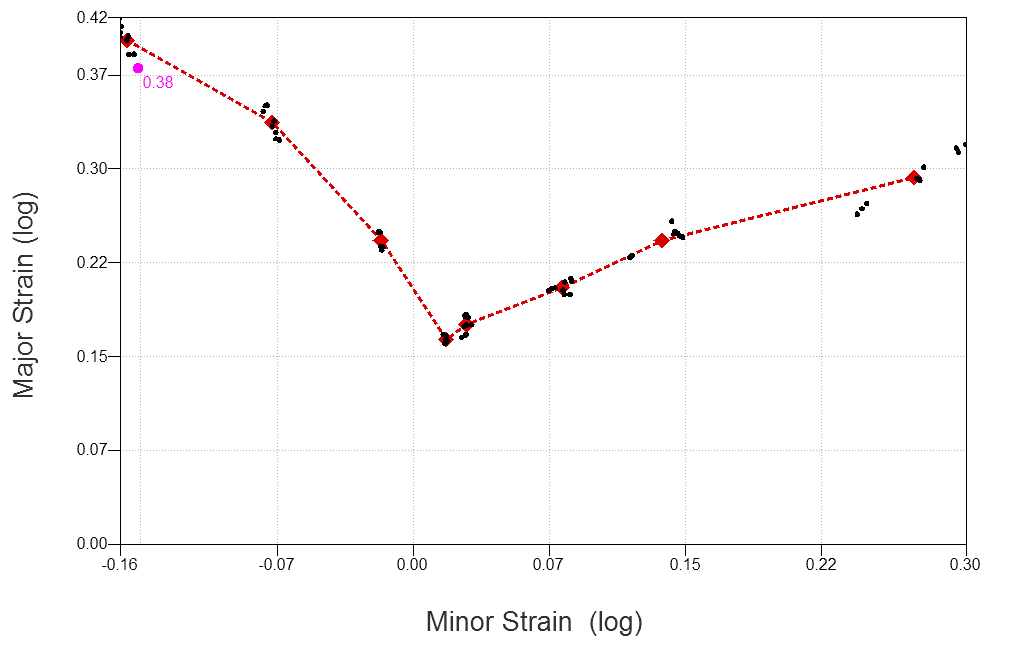
Forming limit diagram (FLD)
The forming limit diagram is used to compare the results with other materials.
The attainable deformations of different specimen shapes define the forming limit curve of a material.
As a rule, three specimens are prepared for each geometry, with three sections on each specimen. For the forming limit curve a minimum of 5 specimen geometries are tested (here there are 8).
Tools for the forming limit curve (FLC) to ISO 12004
Tools for the forming limit curve (FLC) to ISO 12004
Sketch: Forming limit curve to Nakajima
Sketch: Forming limit curve to Marciniak
Evaluation of the Forming Limit Curve (FLC) to ISO 12004
For manual evaluations using measuring microscopes, a circle pattern is applied to the specimens before the test. Under load, the circles deform into ellipses, the main axes of which represent the strain on the component surface in major and minor direction.
For evaluations with optical 3D measuring systems, e.g. Aramis by GOM, stochastic patterns are applied with a color spray, and the shift of the patterns under load are evaluated.



